jerin james
Mechanical
- Sep 17, 2020
- 30
Dear All,
Please note that we are currently manufacturing a tube bundle which is a replacement for one of the end users.
The complete bundle is SS410 material (Tube-SA 268 TP 410 ,tubesheet -SA 182 F 6 a Cl 2, baffles,Sliding bar and support plates-SA 240 410S). The existing equipment(bundle & shell) is not subject to PWHT . However our welding engineering has raised the concern that the bundle needs to be subject to PWHT because of clauses in tables UHA 31-1 & UHA 32-1.
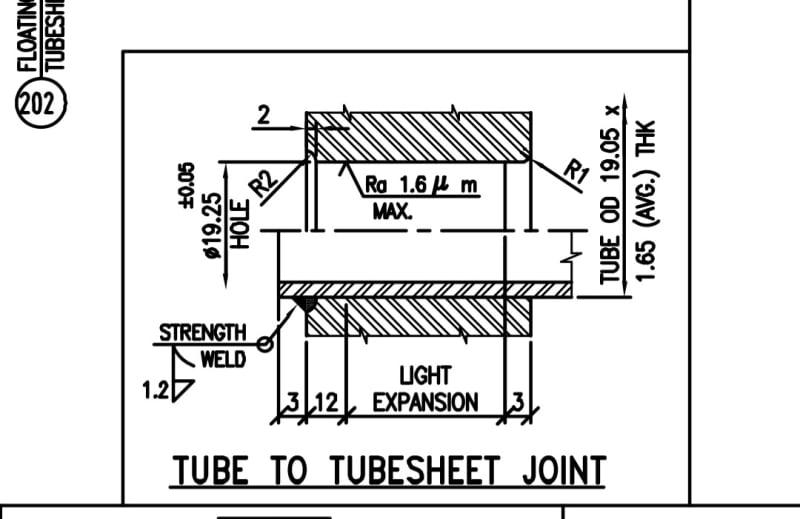
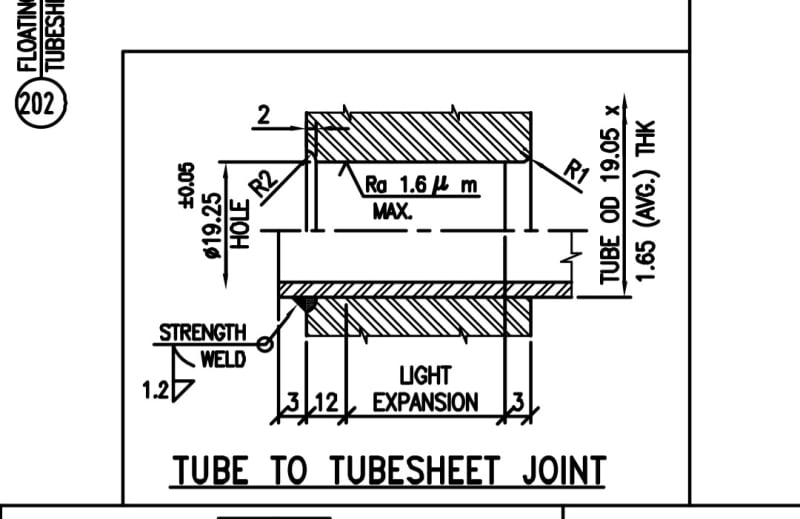
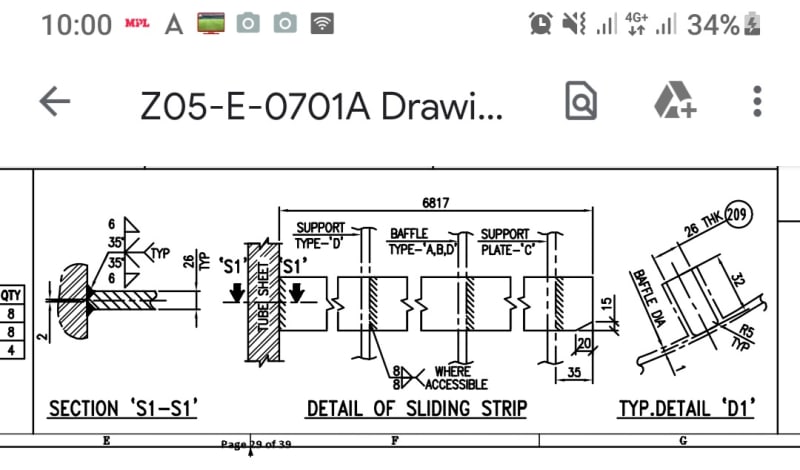
The baffle thickness is 10mm Thk and there is 6mm fillet welding of baffle to sliding bars. The sliding bar is 26mm Thk which is welded to the tubesheet (groove welding-13mm up and down). tube (19.05 OD *1.65mm thk) to tubesheet (170mm Thk) is strength welded (1.2mm weld).
I would like to have your advise on PWHT requirements because of welding of SS410/SS410S.
Thanking you .
Regards
Jerin
Please note that we are currently manufacturing a tube bundle which is a replacement for one of the end users.
The complete bundle is SS410 material (Tube-SA 268 TP 410 ,tubesheet -SA 182 F 6 a Cl 2, baffles,Sliding bar and support plates-SA 240 410S). The existing equipment(bundle & shell) is not subject to PWHT . However our welding engineering has raised the concern that the bundle needs to be subject to PWHT because of clauses in tables UHA 31-1 & UHA 32-1.
The baffle thickness is 10mm Thk and there is 6mm fillet welding of baffle to sliding bars. The sliding bar is 26mm Thk which is welded to the tubesheet (groove welding-13mm up and down). tube (19.05 OD *1.65mm thk) to tubesheet (170mm Thk) is strength welded (1.2mm weld).
I would like to have your advise on PWHT requirements because of welding of SS410/SS410S.
Thanking you .
Regards
Jerin