Hello all,
I am adding a system to recirculate the flow of an emergency pumping system.
Fluid: Water
Flow rate: 750L/min
Pressure: 100 Bar
Test time: 4 mins
5 off positive displacement piston pumps, driven by 25kW motors.
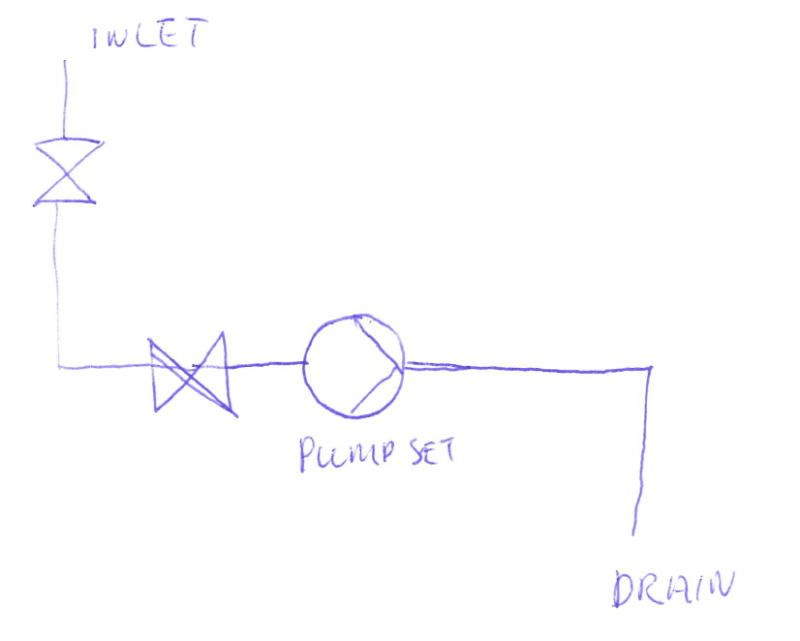
In operation the fluid would just go to drain. However, the system needs to be tested each week. To avoid disposing 3 tonnes of water each week, a re-circulation and sampling system is requested.
The recirculation line would feed back into the inlet after approx 10 meters of DN40 pipework. This would not be enough to dissipate heat increase from the pumps the or pressure to go back to the inlet.
By my very basic calculations the delta T is 0.643 deg C, inlet to outlet, so unless there is a way to reject this heat it will almost immediately spike in temperature and the be outside the operating range of the pumps (up to 45 deg C).
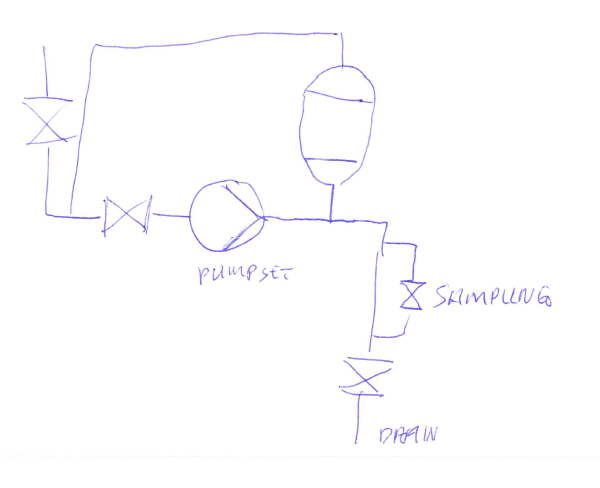
I imagine a pressure relief system to dissipate the pressure and a heat exchanger or water tank to buffer some of the temperature change.
This is not my usual field so out of my depth here, any suggestions on the correct way to calculate for this, resources to look at or what solutions you have used or seen in the past would be helpful.
I am adding a system to recirculate the flow of an emergency pumping system.
Fluid: Water
Flow rate: 750L/min
Pressure: 100 Bar
Test time: 4 mins
5 off positive displacement piston pumps, driven by 25kW motors.
In operation the fluid would just go to drain. However, the system needs to be tested each week. To avoid disposing 3 tonnes of water each week, a re-circulation and sampling system is requested.
The recirculation line would feed back into the inlet after approx 10 meters of DN40 pipework. This would not be enough to dissipate heat increase from the pumps the or pressure to go back to the inlet.
By my very basic calculations the delta T is 0.643 deg C, inlet to outlet, so unless there is a way to reject this heat it will almost immediately spike in temperature and the be outside the operating range of the pumps (up to 45 deg C).
I imagine a pressure relief system to dissipate the pressure and a heat exchanger or water tank to buffer some of the temperature change.
This is not my usual field so out of my depth here, any suggestions on the correct way to calculate for this, resources to look at or what solutions you have used or seen in the past would be helpful.