oharag11
Mechanical
- Jun 18, 2015
- 42
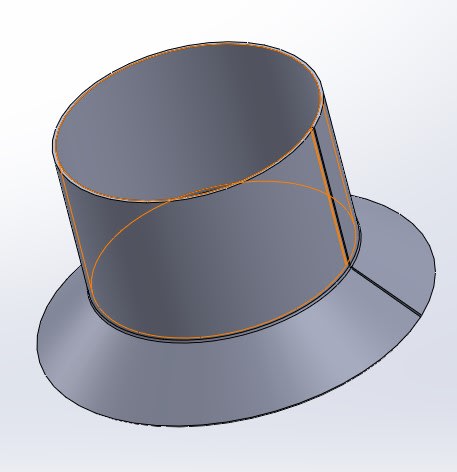
Hi I posted something in SW forum since that is what we use - though I have a general question regarding a cylindrical rolled part (large diameter) with a pre-bent angled flange along the length of the part. I attached a JPEG showing what I mean. I have to presume that rolling this part will cause large stresses along bend causing the flange to warp some. Is there a Sheet Metal expert on this site? Any other avenues I can pursue?
Thanks
Thanks