For what it's worth, I agree completely with dauwerda. In my last post, I was thinking of a two sided T - sorry I wasn't more clear.
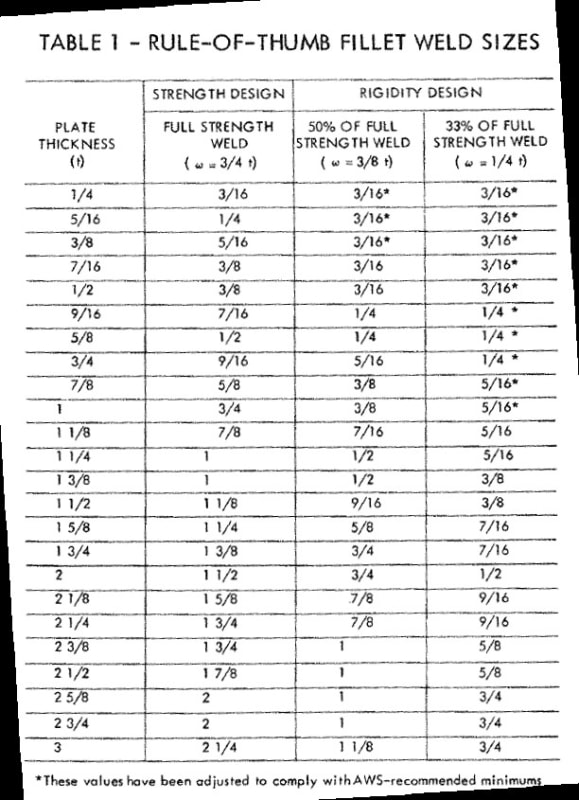
If I need to rely on a weld for any kind of strength, 1/4t is too small. Take a look at Table J2.4 in AISC. Minimum fillet weld sizes are all larger than 1/4t. And, of course, that's the bare minimum. You really need to know what your forces are to determine your weld size. Just going for full capacity of the connected parts will, in most cases, result in a grossly over designed, inefficient, and expensive connection. A consulting or design engineer may get away with that occasionally or on small jobs, but you work for a fabricator where cost of each connection matters on every job. Do that very often and they'll probably show you the door.