Hi,
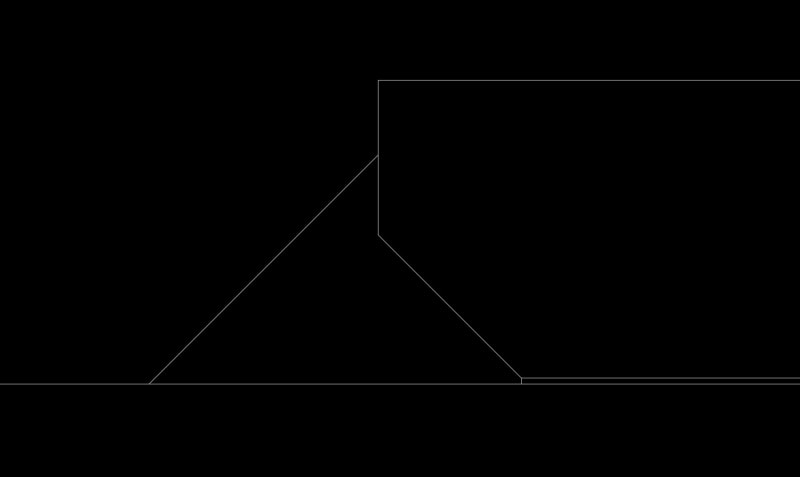
I have a situation where a ring is being welded to the OD of a pipe. The ring has an ID single bevel machined into it.
The weld is meant to be a single bevel groove filled and then a fillet cover weld.
We weld (machine weld) it while the pipe is 1G rotated with the weld gun at the 12 o'clock position. As it has been explained to me this groove weld is basically a 2G (rotated) weld, and then the fillet is a 2FR weld.
My question is while trying to qualify our welders for this kind of weld per ASME Section IX, can I weld up the same joint specified above and then treat it like a fillet weld test and perform 1 macro and 1 fracture test on it? I am having a hard time finding any info on a groove weld that isn't in the same plane as the pipe wall but is instead welded to the OD of the pipe.
I have a situation where a ring is being welded to the OD of a pipe. The ring has an ID single bevel machined into it.
The weld is meant to be a single bevel groove filled and then a fillet cover weld.
We weld (machine weld) it while the pipe is 1G rotated with the weld gun at the 12 o'clock position. As it has been explained to me this groove weld is basically a 2G (rotated) weld, and then the fillet is a 2FR weld.
My question is while trying to qualify our welders for this kind of weld per ASME Section IX, can I weld up the same joint specified above and then treat it like a fillet weld test and perform 1 macro and 1 fracture test on it? I am having a hard time finding any info on a groove weld that isn't in the same plane as the pipe wall but is instead welded to the OD of the pipe.