jrmc
Mechanical
- Sep 6, 2008
- 25
Hello,
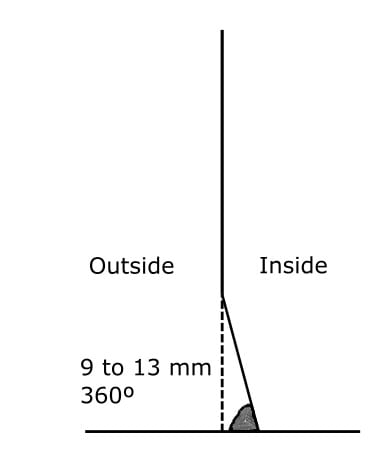
in a repair of a tank the shell suffer a distortion in the connection to the bottom anular plate.
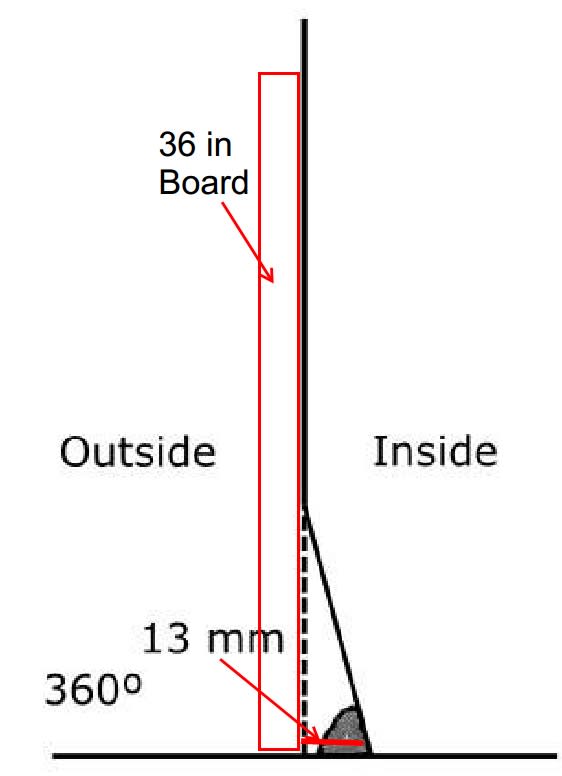
the distortion is 360º , 9 to 13 mm (1/2") to the inside.
I cannot find anything specific to this in API 653, to reference.
most similar is banding between shell limit to 13 mm (1/2") in 900 mm (35"), but it refers localizes and between shells.
what the effect of tensions in this área??
any ideas??
in a repair of a tank the shell suffer a distortion in the connection to the bottom anular plate.
the distortion is 360º , 9 to 13 mm (1/2") to the inside.
I cannot find anything specific to this in API 653, to reference.
most similar is banding between shell limit to 13 mm (1/2") in 900 mm (35"), but it refers localizes and between shells.
what the effect of tensions in this área??
any ideas??