Dear jrmc (Mechanical)(OP);
The codes do not address this situation which you called banding. Banding is the distortion around the horizontal shell welds . In general the result of construction , repair/alteration/reconstruction .
The distortion your sketch pointing out is, plastic deformation of 1st shell course due to incompetent welding of bottom plates rather than banding of horizontal welds.
The followings are from the applicable codes;
API 579-1 2016 Fitness-For-Service = Banding ;
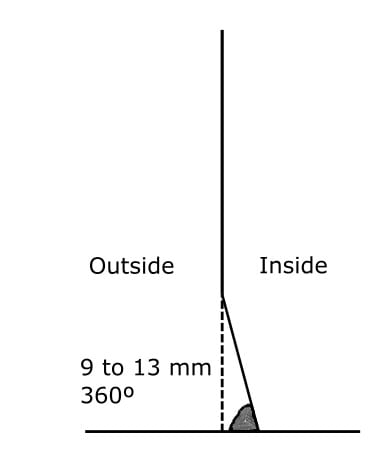
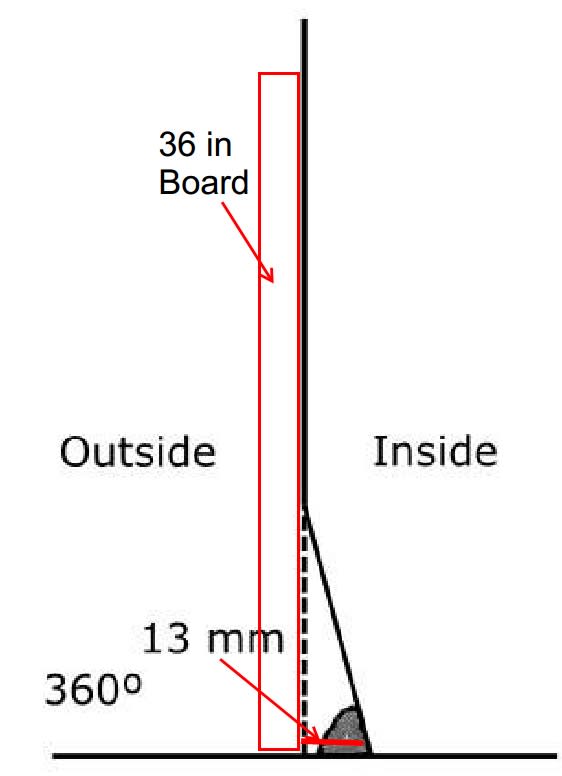
Using a 910 mm (36 in) vertical straight sweep board, banding at
horizontal joints shall not exceed 13 mm (1/2 in).
API 650 7.5.4 Local Deviations =
Local deviations from the theoretical shape (for example, weld discontinuities and flat spots) shall be limited as follows:
b. Deviations (banding) at horizontal weld joints shall not exceed 13 mm (1/2 in.). Banding at horizontal weld joints shall be determined using a straight edge vertical sweep board 900 mm (36 in.) long.
API 653 =10.5.5 Banding
With a vertical sweep board 36-in. long, banding shall not exceed 1 in.
API 653 10.4.3 Bottoms ; 10.4.3.1 After the bottom plates are laid out and tacked, they shall be joined by welding the joints in a sequence that results in the least distortion from shrinkage and provides, as nearly as possible, a plane surface.
Deviation angle is 3degr. as per information. If we assume 13 mm horizontal deviation, plastic hinge height will be ; h=13/ TAN(3deg) =250 mm and plastic strain will be 5.5 % . (acceptable strains typically 2 percent - 3 percent)
The answer may vary as per your position . My personnel answer will be, if i were the consultant or client , i would reject and ask for fixing the shell.