Fronush
Mechanical
- May 8, 2019
- 20
New here, Long time Engineer currently retired. But often asked to provide answers. The typical topic often asked is the definition of significant numbers in interpreting dimensions on drawings.
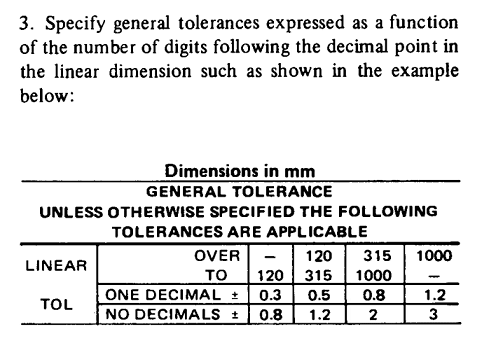
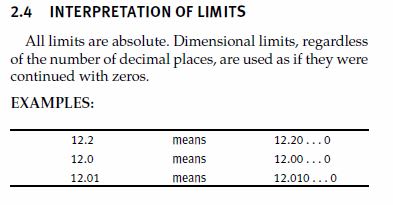
If an item dimension is 3 decimal paces on the drawing with a unilateral 3 decimal tolerance I suggest measuring to 3 decimal places is all that is required. That the significant numbers defines the accuracy of measurement needed. A part put out for quote with 3 decimal dimensions can be done by a shop with nothing more than micrometers without vernier 4 decimal capability but often told I'm wrong. If so then what is the purpose of significant numbering?
If an item dimension is 3 decimal paces on the drawing with a unilateral 3 decimal tolerance I suggest measuring to 3 decimal places is all that is required. That the significant numbers defines the accuracy of measurement needed. A part put out for quote with 3 decimal dimensions can be done by a shop with nothing more than micrometers without vernier 4 decimal capability but often told I'm wrong. If so then what is the purpose of significant numbering?