Catee
Structural
- Jan 11, 2024
- 6
Dear All,
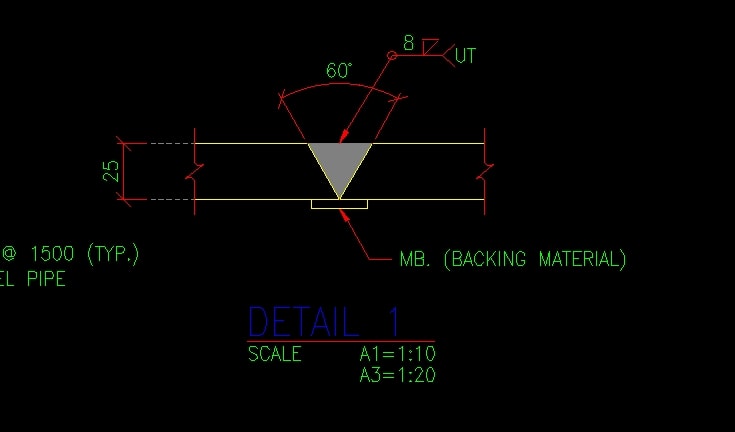
In general, we plan to perform a bolted splice connection for the large built-up section steel structure. I have a question regarding the possibility of executing a splice connection using the complete penetration joint (CPJ) welding method. The attached image illustrates a bolted splice connection. If the contractor wishes to change the connection type to a complete penetration joint (CPJ), is it feasible according to engineering principles? Moreover, does it ensure structural safety? The mentioned structure is a portal frame with concrete columns and large box-section steel beams as the crossbeam. This structure supports the guideway beam of a train monorail system.
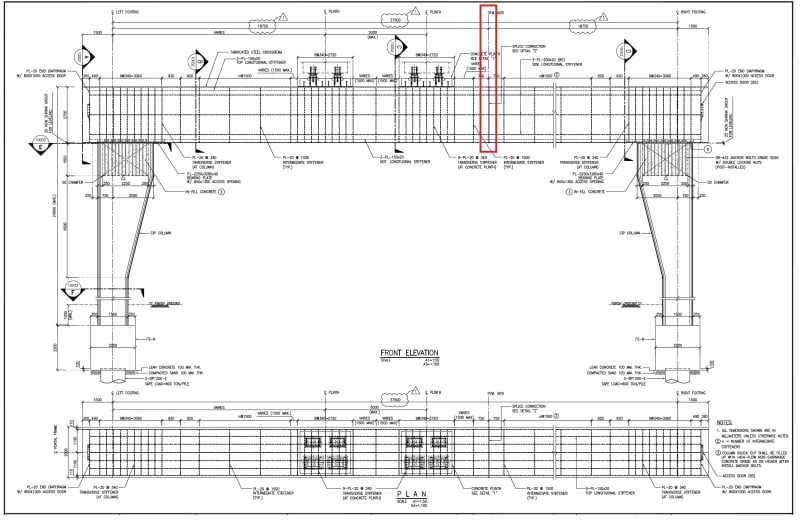
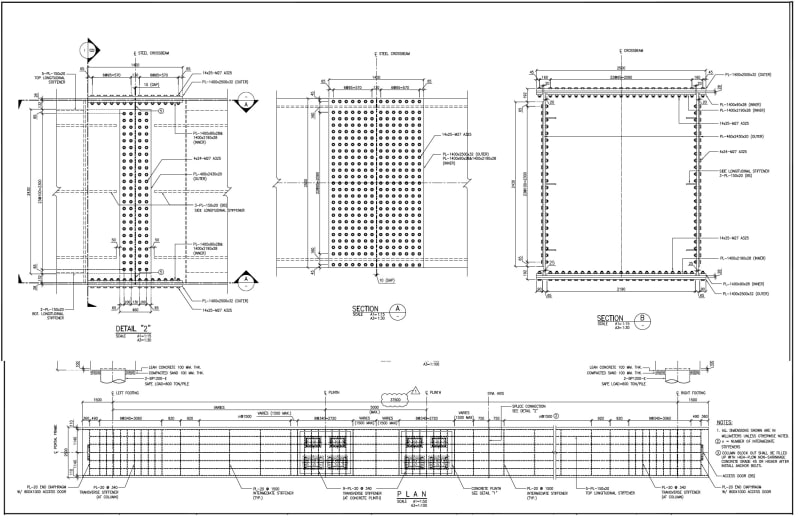
In general, we plan to perform a bolted splice connection for the large built-up section steel structure. I have a question regarding the possibility of executing a splice connection using the complete penetration joint (CPJ) welding method. The attached image illustrates a bolted splice connection. If the contractor wishes to change the connection type to a complete penetration joint (CPJ), is it feasible according to engineering principles? Moreover, does it ensure structural safety? The mentioned structure is a portal frame with concrete columns and large box-section steel beams as the crossbeam. This structure supports the guideway beam of a train monorail system.
![[bugeyed]](/data/assets/smilies/bugeyed.gif "[bugeyed] [bugeyed]") I lot of us are guilty of the occasional CPJ and some of us still say full pen. Anyway, I've seen a bridge with field welded girder splices. It's feasible but it comes down to time and money. Bolting will take about 3 to 5 days. I would say the welding is at least 60 hours. EdStainless makes good points about testing; given the weld volume you don't want to wait until the end to find a flaw. Two other things to consider, if you're in the US, the box is a confined space you have to have watchman when someone is inside, whether you're welding or bolting. You need to have an exhaust fan going when the welder is in the box.
I lot of us are guilty of the occasional CPJ and some of us still say full pen. Anyway, I've seen a bridge with field welded girder splices. It's feasible but it comes down to time and money. Bolting will take about 3 to 5 days. I would say the welding is at least 60 hours. EdStainless makes good points about testing; given the weld volume you don't want to wait until the end to find a flaw. Two other things to consider, if you're in the US, the box is a confined space you have to have watchman when someone is inside, whether you're welding or bolting. You need to have an exhaust fan going when the welder is in the box.