dtimberlake
Mechanical
- Oct 31, 2024
- 63
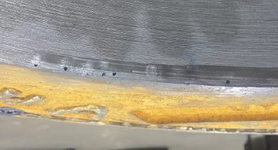
We have some 6000 lb A27 Grade 60-30. 5-7" thick. They have some defects less than .5" deep that are excavated and then weld repaired with E81T1-Ni1C flux core MIG. 100°C to 200°C preheat. PWHT 600°C ±40 °C.
Machining the large bores has problems that the machine shop says act like "hard spots."
1 - can we anneal or otherwise heat treat the part to make the welds machine like A27 Grade 60-30 steel?
2 - is there another MIG wire or SMAW filler that would machine exactly like soft, mild steel?
Thanks,
Dan T
Machining the large bores has problems that the machine shop says act like "hard spots."
1 - can we anneal or otherwise heat treat the part to make the welds machine like A27 Grade 60-30 steel?
2 - is there another MIG wire or SMAW filler that would machine exactly like soft, mild steel?
Thanks,
Dan T