bigmig
Structural
- Aug 8, 2008
- 401
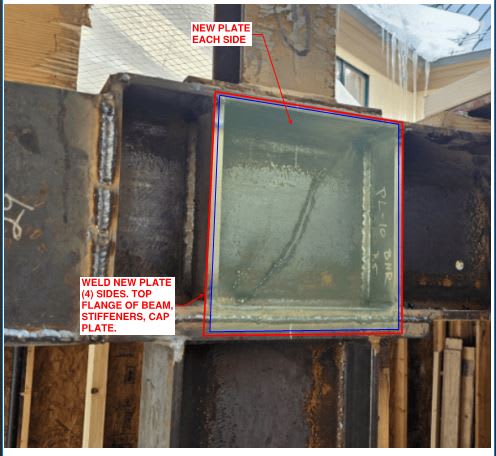
I have a connection that the contractor was unable to bolt because of a field alignment issue.
It is a moment connection. Their solution was to add on this
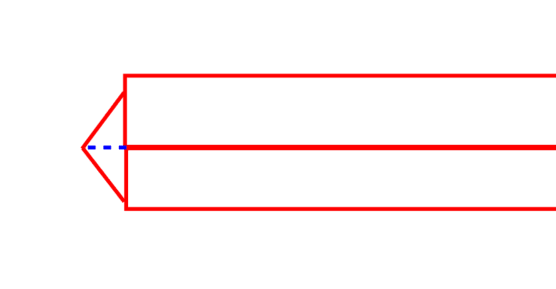
external horizontal weld line. I'm not understanding how the weld can penetrate if
there is no bevel on one of the plates (or bottom flange). I see a single pass of 1/4 inch weld....but
I'm just thinking that most of it is just globbed on the side of the flange and column cap plate.
Thoughts would be appreciated.

It is a moment connection. Their solution was to add on this
external horizontal weld line. I'm not understanding how the weld can penetrate if
there is no bevel on one of the plates (or bottom flange). I see a single pass of 1/4 inch weld....but
I'm just thinking that most of it is just globbed on the side of the flange and column cap plate.
Thoughts would be appreciated.