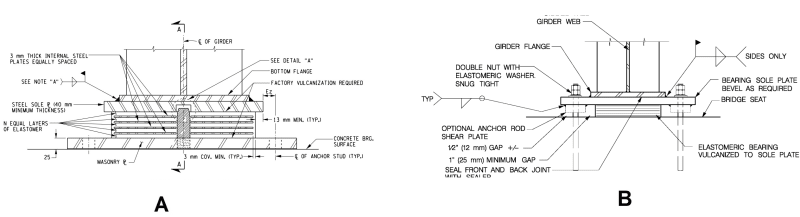
Bearing B is much easier to fabricate, construct, and replace the elastomeric pad, if needed. I don't see any advantage to Bearing A.
On the subject of replacing the elastomeric pad, to facilitate that, and allow the sole plate to be shop-welded to the girder, we use keeper bars in front and behind the pad to keep it from walking, rather than vulcanizing it to the sole plate. With your anchor bolts as far away from the pad as they are, you might need keeper bars on the sides, too, if you don't have the shear plates for the anchor bolts.
Rod Smith, P.E., The artist formerly known as HotRod10