Hai All,
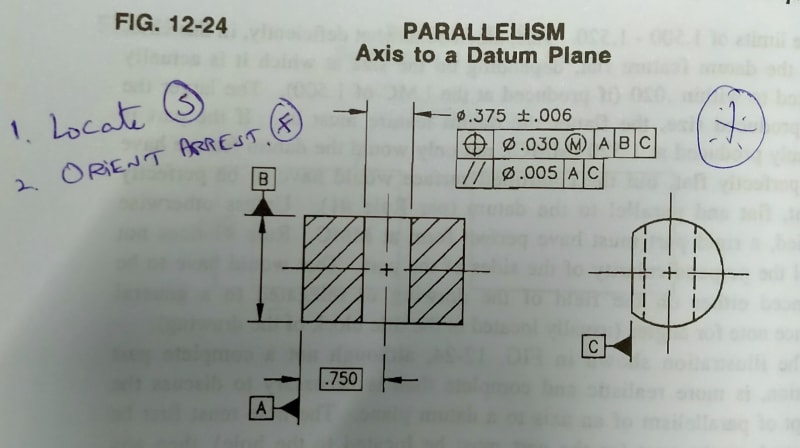
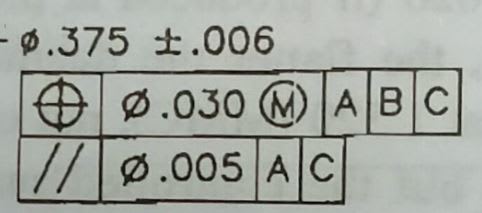
In the drg, the Hole is Located using Position Tolerance 0.010 at MMC, which is stationary.
Next, the Hole Axis will have to Orient and Float at 0.002 but within 0.010 at MMC.
My Question is, Why we need a Parallelism tolerance here & any purpose?
If the Hole Axis will have to Orient and Float at 0.002 but within 0.010 at MMC. How they will Measure the Axis of hole is within 0.002?
Kindly resolve Please.
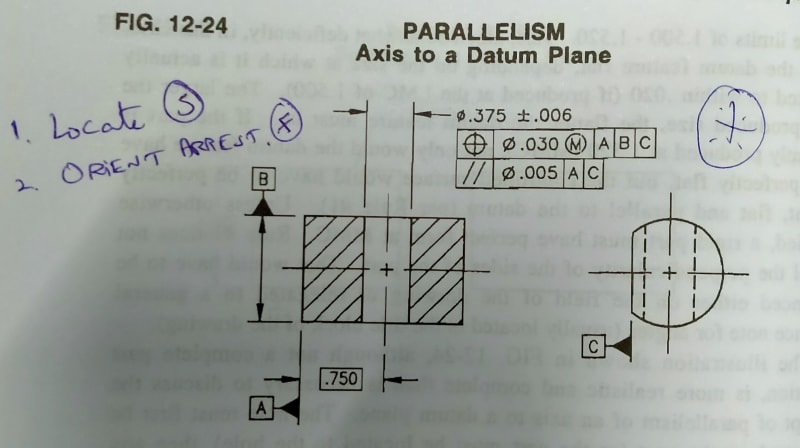
In the drg, the Hole is Located using Position Tolerance 0.010 at MMC, which is stationary.
Next, the Hole Axis will have to Orient and Float at 0.002 but within 0.010 at MMC.
My Question is, Why we need a Parallelism tolerance here & any purpose?
If the Hole Axis will have to Orient and Float at 0.002 but within 0.010 at MMC. How they will Measure the Axis of hole is within 0.002?
Kindly resolve Please.