Rantamental
Structural
- Feb 17, 2016
- 12
Hi Guys,
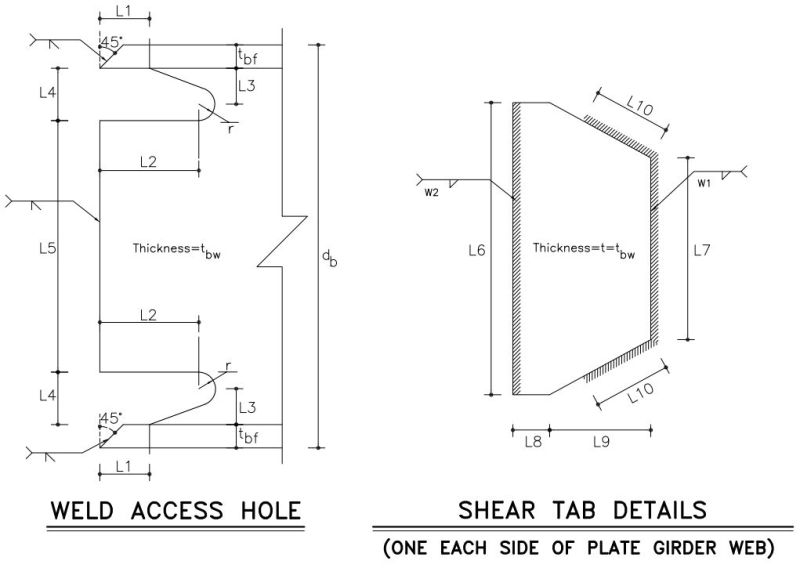
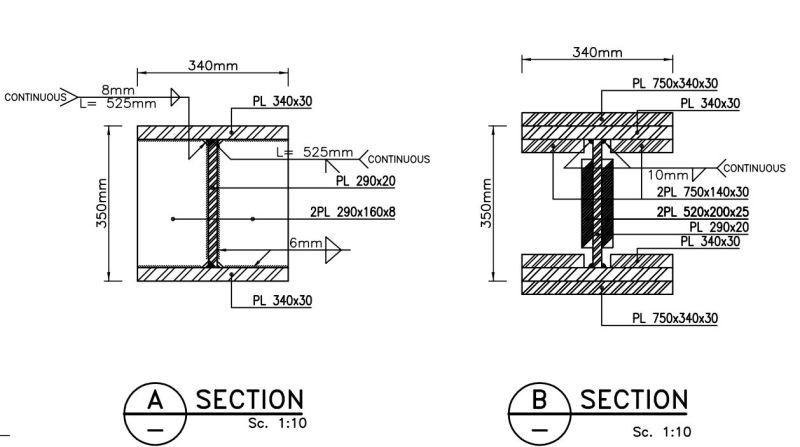
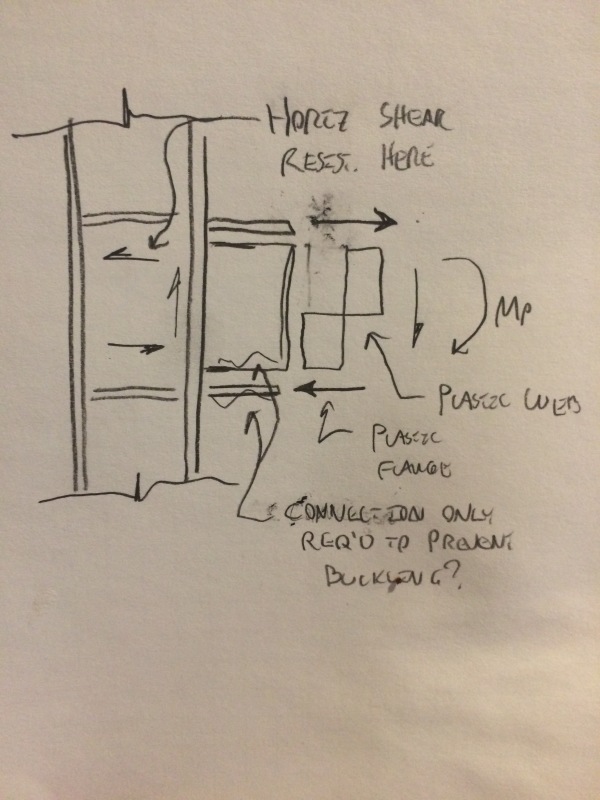
Recently our company structural engineers team have designed a high rise steel structure with special moment frames system+ special bracing frames which boosted by rotational friction dampers and used WUF-W connection for connecting beam to column. According to ACI-358-16 (PreQualified steel connections) ,section 2.3.2a Built-up Beams Members, The web and flanges shall be connected using CJP groove welds with a pair of reinforcing fillet welds (min 8mm) within a zone extending from beam end to a distance not less than one beam depth beyond the plastic hinge.
Also according to WUF-W criteria, beams should conform the requirements of Section 2.3., And according to Section 8, the plastic hinge location shall be taken to be at face of the column, So protected Zone is a distance equal depth of the beam at face of the column and in this zone, Welding flange and web of the beam should be CJP+ 8mm (Min) fillet weld in both side of the web.
Our Design was similar to above descriptions completely, Also WPS and Welding Maps of shop drawings prepared true But unfortunately steel manufacturer contractor did not observe these limitations and has connected web and flange just by a 8mm to 12mm fillet weld according to web thickness in both side, therefore there is not any sign of CJP welding.
Now one-fifth of structure has been constructed and erected and we are looking for any criteria for acceptance of as built connections or any other implement works like repairing or retrofitting the connections to satisfy prequalified connections code.
Your prompt answer will be appreciated.
Recently our company structural engineers team have designed a high rise steel structure with special moment frames system+ special bracing frames which boosted by rotational friction dampers and used WUF-W connection for connecting beam to column. According to ACI-358-16 (PreQualified steel connections) ,section 2.3.2a Built-up Beams Members, The web and flanges shall be connected using CJP groove welds with a pair of reinforcing fillet welds (min 8mm) within a zone extending from beam end to a distance not less than one beam depth beyond the plastic hinge.
Also according to WUF-W criteria, beams should conform the requirements of Section 2.3., And according to Section 8, the plastic hinge location shall be taken to be at face of the column, So protected Zone is a distance equal depth of the beam at face of the column and in this zone, Welding flange and web of the beam should be CJP+ 8mm (Min) fillet weld in both side of the web.
Our Design was similar to above descriptions completely, Also WPS and Welding Maps of shop drawings prepared true But unfortunately steel manufacturer contractor did not observe these limitations and has connected web and flange just by a 8mm to 12mm fillet weld according to web thickness in both side, therefore there is not any sign of CJP welding.
Now one-fifth of structure has been constructed and erected and we are looking for any criteria for acceptance of as built connections or any other implement works like repairing or retrofitting the connections to satisfy prequalified connections code.
Your prompt answer will be appreciated.
")