Hi all,
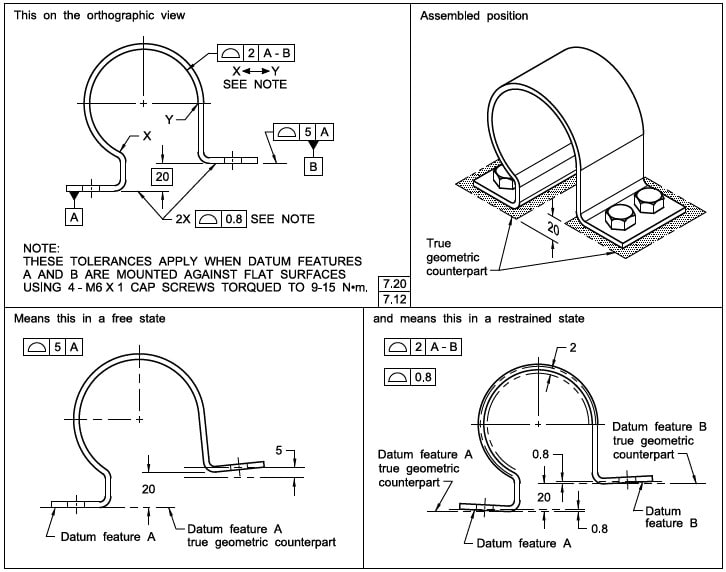
I have a machined part that has offset surfaces...somewhat similar to what you'd see in Y14.5-2009 Fig 4-22.
From a functional standpoint, my part mounts on offset surfaces...just like what Y14.5 shows. I attached a picture from Y14.5-2009 for the offset part.
So my question is regarding inspection of the coplanarity (profile) between the two surfaces.
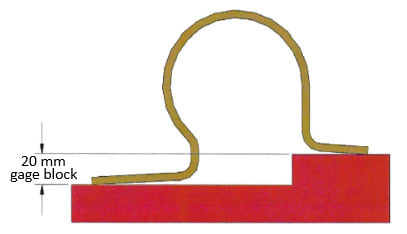
How would you inspect this using a CMM? Would you need to make gage block that mimics the offset and lay the actual part on top of that? If so, how does the probe verify the profile if the probe doesn't have access?
Sorry - I'm not an inspection master.
Thanks for any help
I have a machined part that has offset surfaces...somewhat similar to what you'd see in Y14.5-2009 Fig 4-22.
From a functional standpoint, my part mounts on offset surfaces...just like what Y14.5 shows. I attached a picture from Y14.5-2009 for the offset part.
So my question is regarding inspection of the coplanarity (profile) between the two surfaces.
How would you inspect this using a CMM? Would you need to make gage block that mimics the offset and lay the actual part on top of that? If so, how does the probe verify the profile if the probe doesn't have access?
Sorry - I'm not an inspection master.
Thanks for any help