Hi everyone,
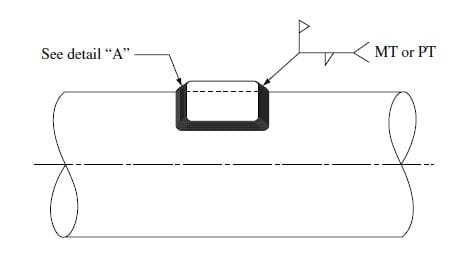
I am looking at specifying a fillet welded patch plate repair to ASME PCC-2. I have demonstrated the proposed patch plate thickness to meet the requirements of the original vessel design code, and I have sized the attachment welds to Equation (4) within Article 212 of PCC-2. These steps so far are producing reasonable numbers. Where I am struggling however is trying to satisfy Equation (5) within PCC-2.
I can see what this calculation is doing - using the eccentricity between the parent plate and the patch plate to quantify a bending stress, and then adding this to the imposed hoop stress. However, I have the below query:
1) The calculated stress is described as a weld stress. However, weld size is not a calculation input, but the patch plate thickness, T, is. At first I thought the code is making an assumption that the fillet weld leg length will equal patch plate thickness. But I'm not sure this is the case. Does anyone have experience of using this equation and insight on to whether this assumption is correct, or if I am misinterpreting the code?
Many thanks in advance for any assistance on this.
I am looking at specifying a fillet welded patch plate repair to ASME PCC-2. I have demonstrated the proposed patch plate thickness to meet the requirements of the original vessel design code, and I have sized the attachment welds to Equation (4) within Article 212 of PCC-2. These steps so far are producing reasonable numbers. Where I am struggling however is trying to satisfy Equation (5) within PCC-2.
I can see what this calculation is doing - using the eccentricity between the parent plate and the patch plate to quantify a bending stress, and then adding this to the imposed hoop stress. However, I have the below query:
1) The calculated stress is described as a weld stress. However, weld size is not a calculation input, but the patch plate thickness, T, is. At first I thought the code is making an assumption that the fillet weld leg length will equal patch plate thickness. But I'm not sure this is the case. Does anyone have experience of using this equation and insight on to whether this assumption is correct, or if I am misinterpreting the code?
Many thanks in advance for any assistance on this.