JStructsteel
Structural
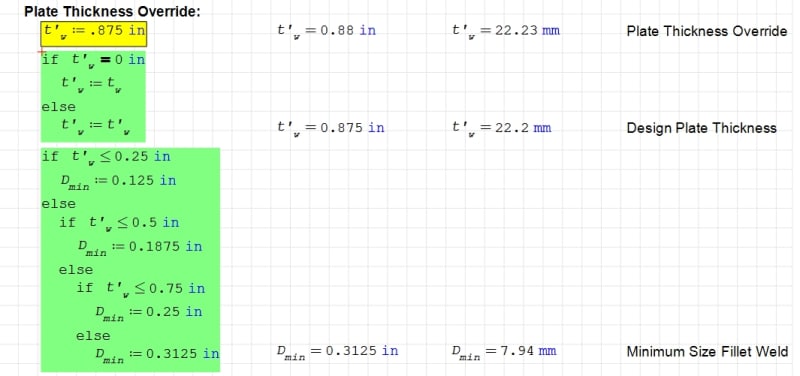
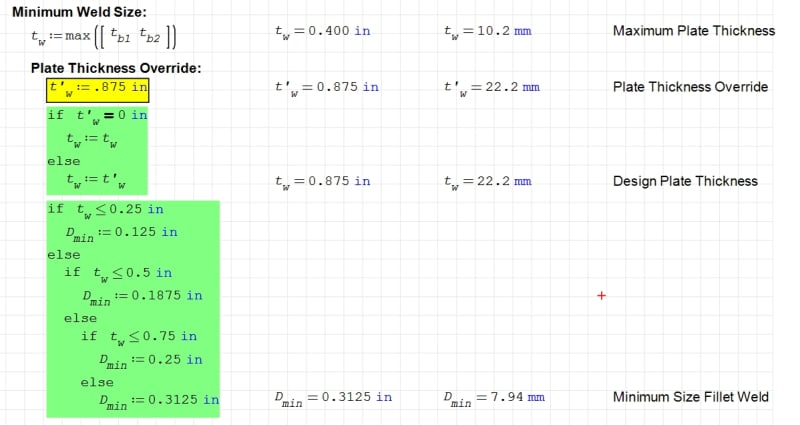
Welding a 7/8" thick angle to a 1/2" embed plate, what would you use for the min. weld. I am finding 1/4" min.
Thanks
Thanks
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
WesternJeb, you are describing the maximum fillet weld restraints, not the minimumWesternJeb said:I am with DIK. The minimum size of fillet welds is when you are welding along the edge of a steel plate. The thickness of a plate, when you are welding to the face of it, has nothing to do with minimum weld size. See Fig. C-J2.1 in AISC 360 commentary.
AWS D1.1 has both requirements - depending on the weld process (see footnotes). If a nonlow-hydrogen process is used it is based on the thicker part, if pre-heat or a low-hydrogen process is used it is based on the thinner part:dik said:Is the American code different?