beakerj
Mechanical
- Aug 31, 2021
- 4
To all my fellow GD&T enthusiasts out there... I'm curious, how are you inspecting dynamic profile from the ASME Y14.5-2018 standard if you are using it?
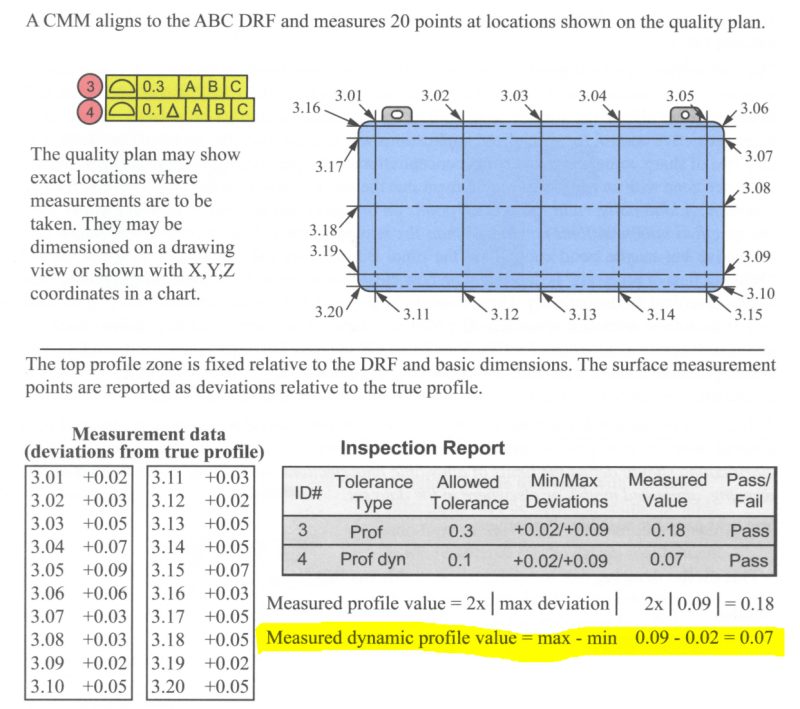
Example: How would you inspect, practically Fig 11-20, in the new standard? Assuming this is a CMM routine?
Example: How would you inspect, practically Fig 11-20, in the new standard? Assuming this is a CMM routine?