not-a-number
Automotive
- Dec 14, 2016
- 8
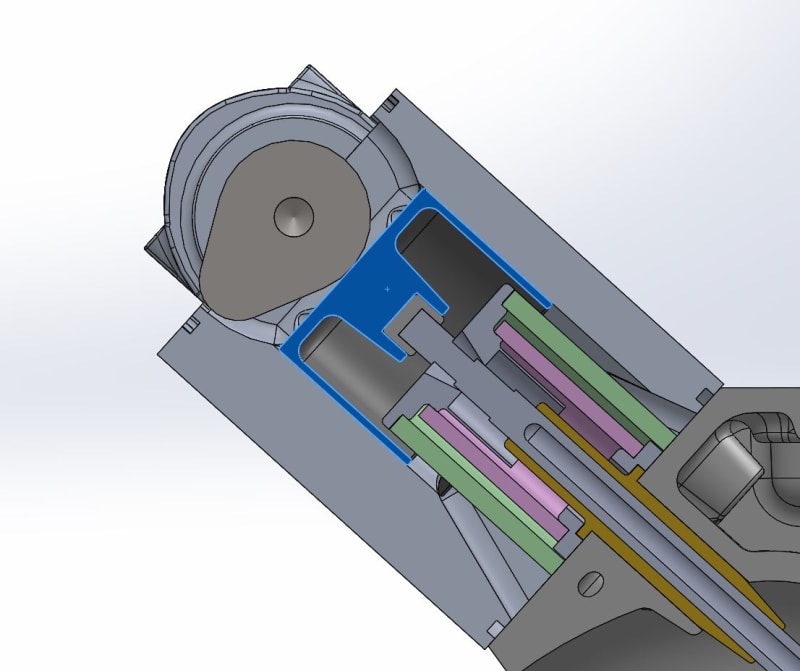
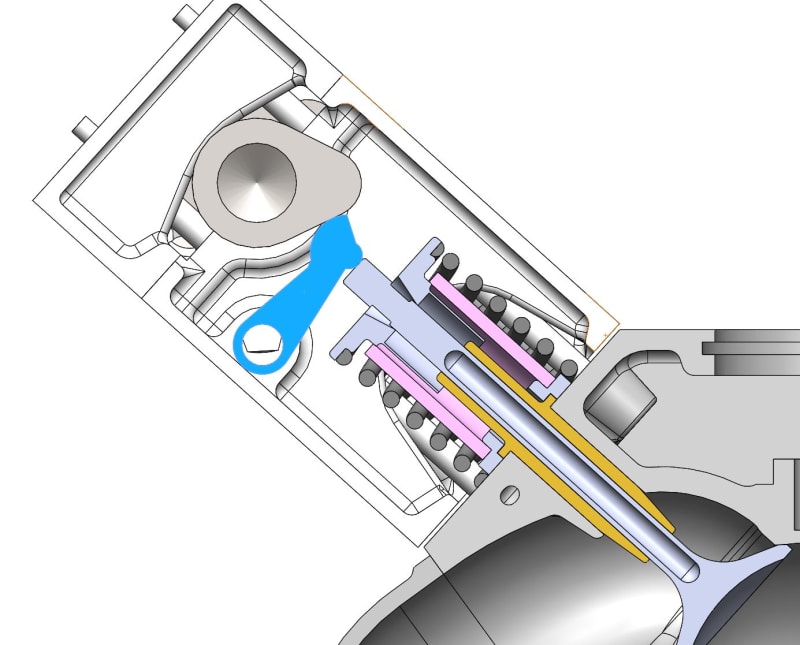
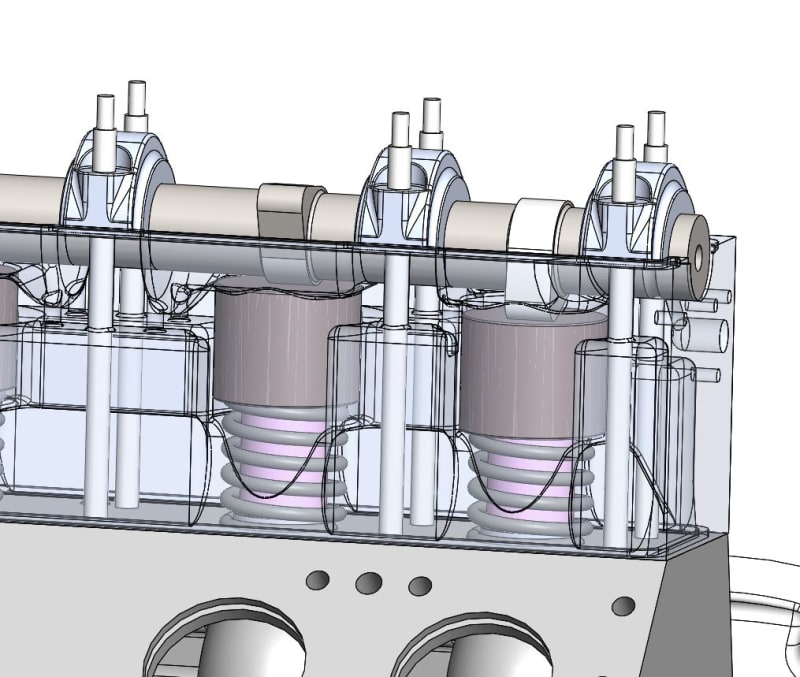
Im building an engine and require custom valve buckets. (Cam running directly on top of the bucket)
Couple of questions:
What material and harness is normally used for a bucket?
They are going to run in a billet machined cam box. What is a good Aluminium for cams and followers to run directly in without bearings or sleeves?
Couple of questions:
What material and harness is normally used for a bucket?
They are going to run in a billet machined cam box. What is a good Aluminium for cams and followers to run directly in without bearings or sleeves?