buddhikasriw
Mechanical
- Jan 23, 2015
- 18
Hi,
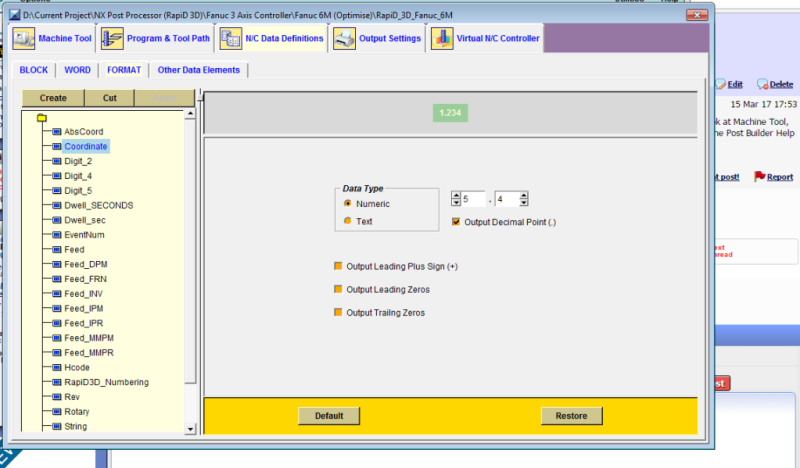
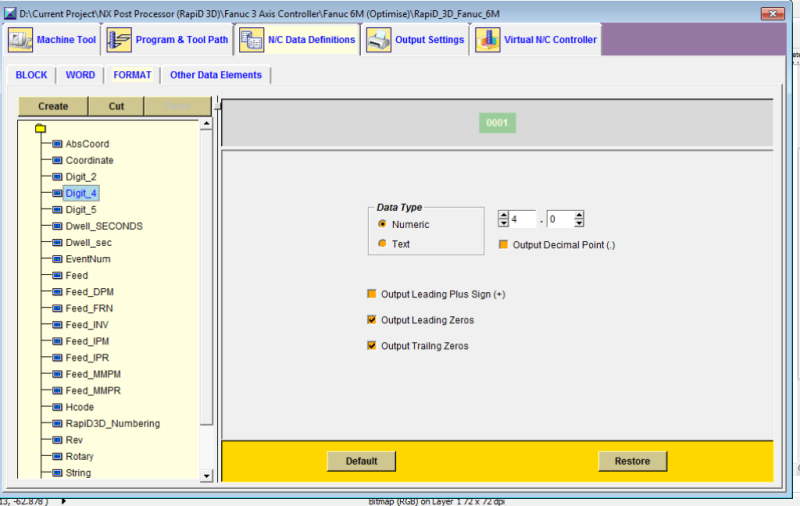
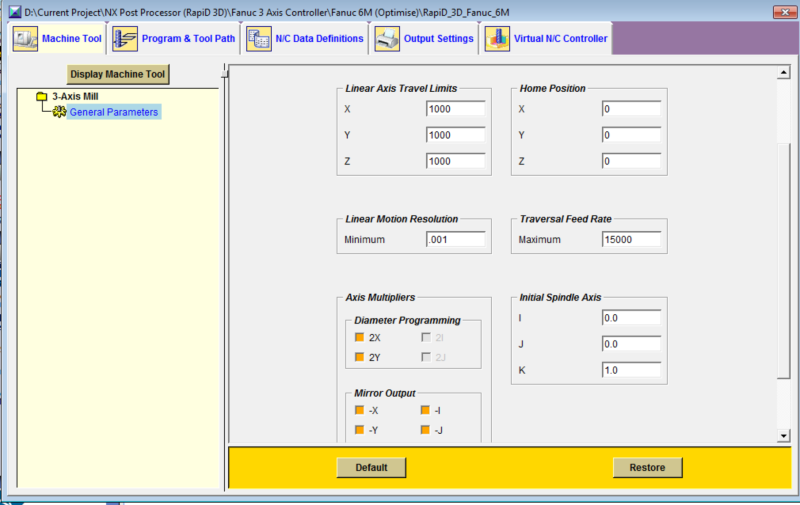
I'm using custom NX Post Processor for fanuc controller and some times when I Post Process the NC program through NX -9 with my Custom post processor following error massage give the Machine.
"the coordinate of I or J or K of arc near 29306 is conflict with end point coordinate!"
Can someone know what is this problem ?
Thank you,
Buddhika
Mechanical/Design Engineer
RapiD 3D
I'm using custom NX Post Processor for fanuc controller and some times when I Post Process the NC program through NX -9 with my Custom post processor following error massage give the Machine.
"the coordinate of I or J or K of arc near 29306 is conflict with end point coordinate!"
Can someone know what is this problem ?
Thank you,
Buddhika
Mechanical/Design Engineer
RapiD 3D