Jim Jr
Structural
- Jul 4, 2024
- 4
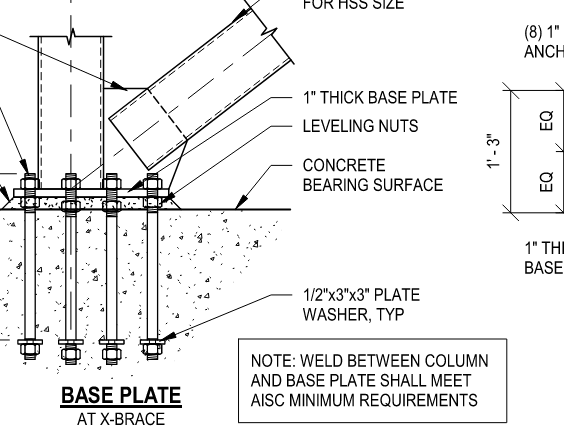
Probably beating a dead horse here but I searched and could not find a dumbed down version. I need a simple answer to the Note I see all the time on contract drawings for Column to Base Plate welds, IF the EOR even puts anything often it is just a note to use AISC Standard min. weld. Where do I find this again? Had an OLD pencil eng. onetime just told use as detailers to "Just use 5/16 Fillet for any column with a base plate 3/4" or thicker and 1/4" fillet for anything less. Looking for more up to date and simplified for a dumb detailer (myself) to understand.