Hi
Refer my attachment.
What is use of datum shift?
Everyone defining, we can adjust the datum feature during inspection to make the corresponding feature approved.
My doubt:
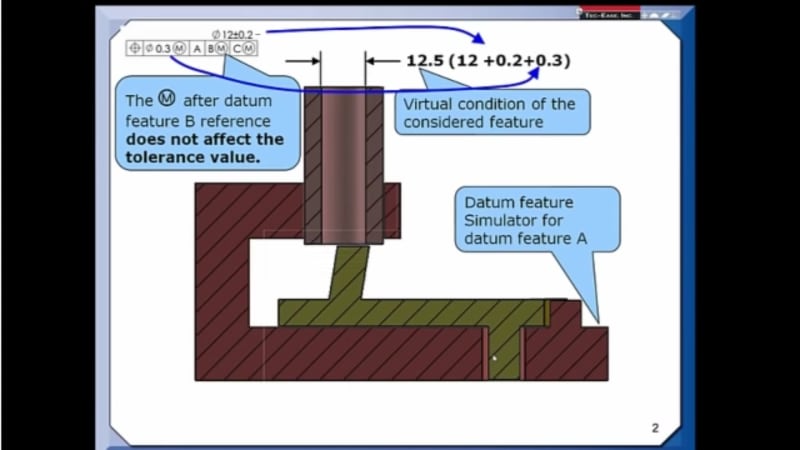
To ensure the coaxiality of dia 10, the gauge ID will be V.C of 10.2.
As long as the dia 10 feature manufactured within dia 0.1 position tolerance, is there any use with datum shift?
(or)
If the feature is out of tolerance and by utilizing this datum shift we can make this feature approved?
Refer my attachment.
What is use of datum shift?
Everyone defining, we can adjust the datum feature during inspection to make the corresponding feature approved.
My doubt:
To ensure the coaxiality of dia 10, the gauge ID will be V.C of 10.2.
As long as the dia 10 feature manufactured within dia 0.1 position tolerance, is there any use with datum shift?
(or)
If the feature is out of tolerance and by utilizing this datum shift we can make this feature approved?