DimaM
Electrical
- Oct 7, 2024
- 2
Hi,
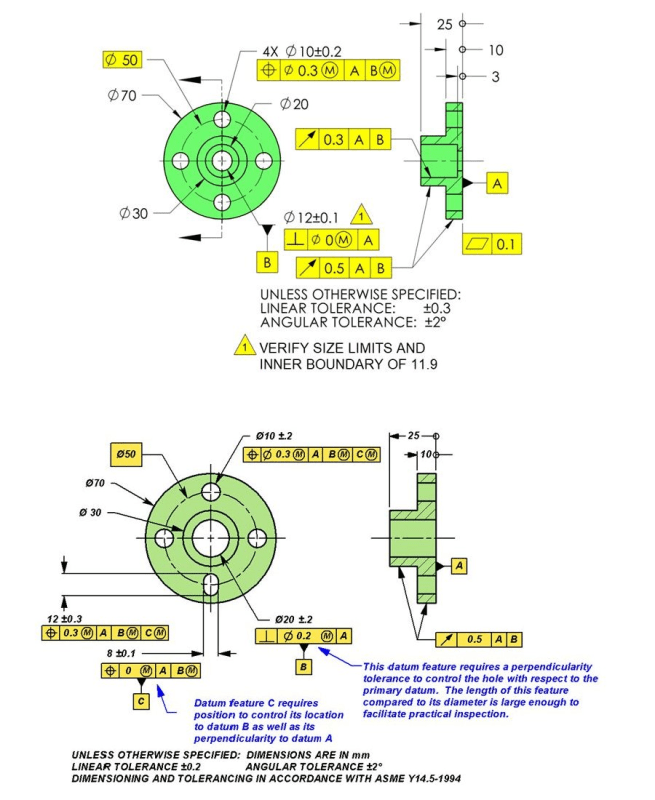
Can anybody have a though how to inspect tertiary datum feature position tolerances? I mean, part still can rotate around datum B on plane A. How I can obtain tolerance position of datum C? Bottom example
Can anybody have a though how to inspect tertiary datum feature position tolerances? I mean, part still can rotate around datum B on plane A. How I can obtain tolerance position of datum C? Bottom example