Tek-Tips is the largest IT community on the Internet today!
Members share and learn making Tek-Tips Forums the best source of peer-reviewed technical information on the Internet!
-
Congratulations TugboatEng on being selected by the Eng-Tips community for having the most helpful posts in the forums last week. Way to Go!
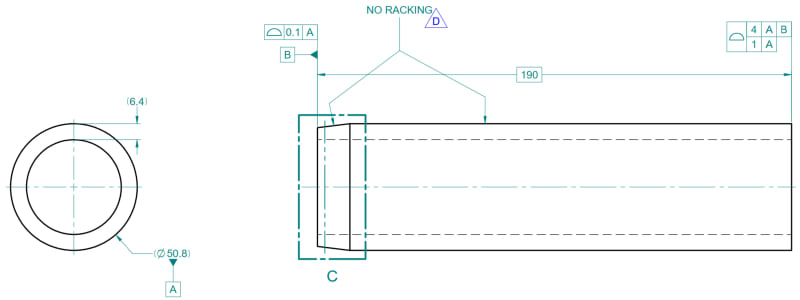
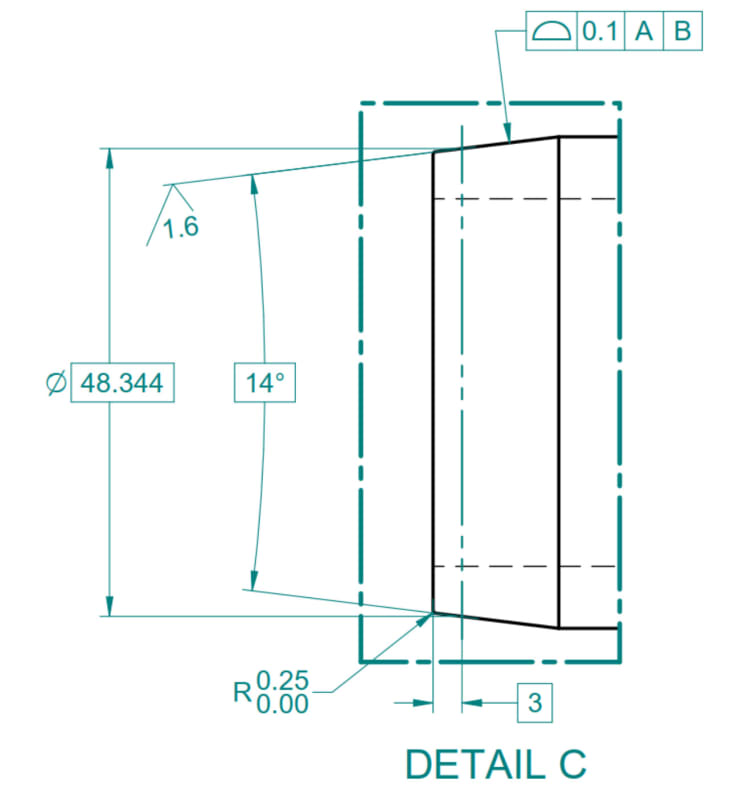
Is this the right way to measure the profile ? 3
- Thread starter SeasonLee
- Start date
Similar threads
- Locked
- Question
- Question
- Locked
- Question