Burunduk
Mechanical
- May 2, 2019
- 2,580
What is your way of specifying and controlling the location of a shallow spotface for which the depth is specified and is smaller than the fillet radius?
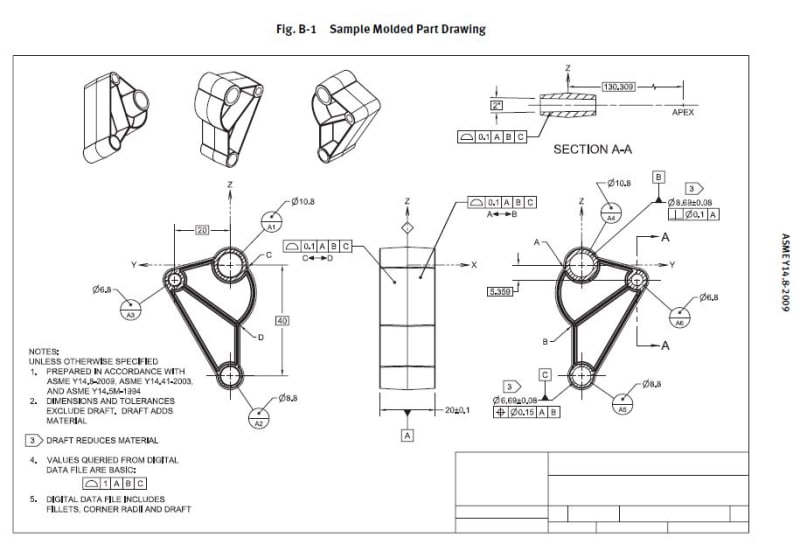
The standard is Y14.5-2009.
Thank you
The standard is Y14.5-2009.
Thank you
![[glasses]](/data/assets/smilies/glasses.gif "[glasses] [glasses]")