The whole hydraulic system setup is strange to me.
As you say waross starting a hydraulic pump with max load isn't common, even if it is doable, it is usually not how it is done.
Since the the torque curve is quite linear from 1000 rpm and upwards maybe the settings should be more like for an extruder that has the same load from start to finnish.
Then the settings on the soft starter should be something like this.
Trip class: 20 (maybe 15 will be enough)
Motor current: 18.8A Ie should be set to nameplate according to Sirius manuale.
Current limiting: Max (Will allow 18.8 x 6 = 112,8 amps at start if the amp goes higher the softstart will lower the Voltages out to the motor to keep the current below this value.
Two things here you might want to measure the max peak current when starting the motor this will give you an idea how to set the Current limit.
Or measure the voltage during start if it goes down somewhere during startup the current limit might be to low.
Ramp up time: ?? Seconds
This time might be measured even if the pressure is't linear with rpm the time should not be shorter than it takes to build pressure up to 105 bars which was the pressure at 18,86 amps.
It should never be longer the 15s according to ABBs general rules for a 4-pol motor size 160.
Starting voltage: 70%
Ramp down time: 0 Seconds
And also according to the Sirius manual you might need to give the softstarter a bit more space, don't really think this will solve the problem all together but it would be nicer for the starter.
With this soft starter you can't start the motor more than 5 times in an hour, when you where testing this new settings could it be that you didn't wait euomough between the starts to allow the soft starter and motor to cool down and that might have made it tripp?
Back to the hydraulics.
This pump, to call it a lubrication pump is a bit misleading even if it have that funktion too but only for lubrication you could have done with something much smaller.
In this system you have 4 pressure reducers.
1. pos 30 (130 bar) now 105 bar it is there only to prevent the motor or pump, in this case the motor to overheat or draw to much current, it is like a hydraulic safety valve, isch..
2. pos 60.1 (60 bar) for the table looking it is only at 60 bar when you want to drive the table out when doing die change.
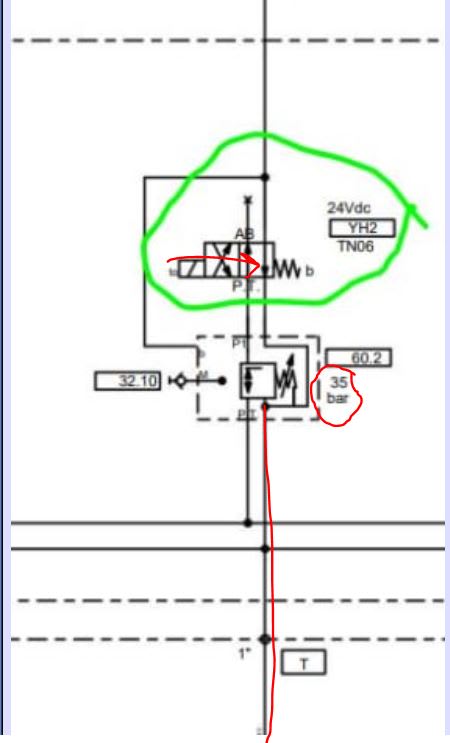
3. pos 60.2 (35 bar) for the lubrication of the balancing cylinder.
The reason for reducing pressure here is not to press the lubrication oil pass the cylinder gasket that separates the piston and piston rod from the lubrication side and into the pneumatic cylinder filling it up with oil.
4. pos 60.3 (92 bar) overload cylinder system, this system only needs to be re-pressurized after a overload tripp when the cylinders are empty, as I said before the maximator will pump up the pressure higher depending on the settings in the PLC, if this pressure on this pressure reducer would be lower the same effect can be reached by increasing the air pressure to the maximator or with the same airpressuree it will just take longer.
For the lubrication that does not have pressure reducers as I said the amount needed in total is 2.166 liter/min.
That is why I say it's a bit misleading to call this a lubrication pump when it gives 48 liter/min.
I have a lubrication pump in our 800 ton hydraulic press.
It's really tiny and cute only 0,18 kW max 0,12 l/m but we only use 0,003 l/M the back pressure is set to 35 bar but it only works between 12-25 bar.
But as I said the pressure only need to be so high that it can push the oil to the highest point which in this case is about 8-10 meters.
And since the reducer for the balancing cylinder is set to 35 bar without having seen the press my assumption is that it is lubricated at the top which is most likely the highest point of the press.
Which means that 35 bars is enough to get the oil to all distributors.
So what does all of this mean.
Lets say the pump is running and you want to change the die.
To do that you need to drive the ram down to unlock it and then the overoad system needs to be ok.
If it is not then it needs to build the right pressure and you would have 92 bars in the lubrication system after that is done the ram can go down and to make one or two strokes with the ram the amount of oil that is already there on the balancing cylinder from the lubrication would be enough even if it doesn't start.
Then the die cart cylinders are raised and the pressure will be 60 bar until you have driven the table out and then back in again.
Ram down lock the die and the back up again.
So what would the pressure look like.
105->92->105-> (35 or 105)-> 60-> 105.
At production the same thing overload okey to drive ram down, lubrication okey (in my opinion) 35 bars would be enough.
105 -> 92 (if needed)-> 35 bar (in my opinion) if the 2HY isn't set all the time during production the pressure will be 105 bar and will only go down to 35 bar when lubrication is needed for the balancing cylinder.
But I can't see why it shouldn't be lubricated constantly during production.
Ours are.
I still think you should look at the the conditions for setting 2HY.
There is never a need for the system to work at 105 bar (130 bar) the max is 92 bar when the overload system needs to increase the pressure which should be "never" unless it has tripped.
So in my opinion the back pressure should be 35 bar as long as a die change is not going on or the overload has tripped.
NAFO Sergeant Anna Gr 69th Sniffing Brigade
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]")
![[ponder]](/data/assets/smilies/ponder.gif "[ponder] [ponder]")