Eric_eng
Mechanical
- Mar 25, 2024
- 12
Hello everyone,
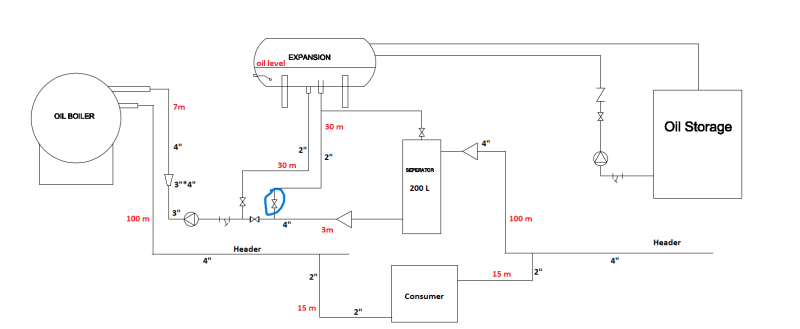
I'm facing an issue with a hot oil circulation system used to heat the jackets of some mixers. The system operates as a closed circulation loop with a centrifugal pump. Initially, the pressure at the boiler's inlet is 10.5 bar, which aligns with both the system curve from simulations and the pump curve (100 m3/hr). However, after approximately 1 minute, the pressure begins to drop from 10 to around 3 bars in 2 minutes, accompanied by noticeable noise in the pump case, probably indicative of cavitation. The system has an expansion tank and we always have the NPSHr (around 1.3 bar) in the suction.
We're using flow control valves for each consumer, and currently, only one consumer is in operation. when we introduce the second consumer, the pressure drop accelerates further. The pressure at the consumer outlet is 5.5 bar at the beginning of the circulation.
Any suggestions or advice would be greatly appreciated. Please let me know if you need any further information.
Thank you
I'm facing an issue with a hot oil circulation system used to heat the jackets of some mixers. The system operates as a closed circulation loop with a centrifugal pump. Initially, the pressure at the boiler's inlet is 10.5 bar, which aligns with both the system curve from simulations and the pump curve (100 m3/hr). However, after approximately 1 minute, the pressure begins to drop from 10 to around 3 bars in 2 minutes, accompanied by noticeable noise in the pump case, probably indicative of cavitation. The system has an expansion tank and we always have the NPSHr (around 1.3 bar) in the suction.
We're using flow control valves for each consumer, and currently, only one consumer is in operation. when we introduce the second consumer, the pressure drop accelerates further. The pressure at the consumer outlet is 5.5 bar at the beginning of the circulation.
Any suggestions or advice would be greatly appreciated. Please let me know if you need any further information.
Thank you