Couple of observations regarding the latest drawing attached:
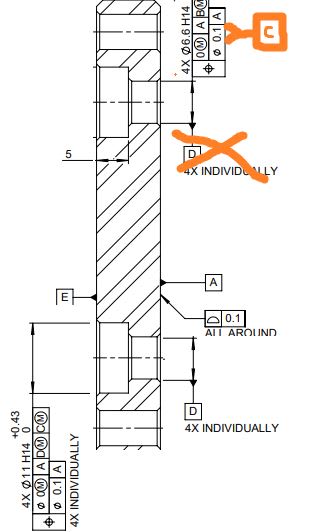
i.) duplicate datum feature C: remove C from 56 width basic dimension
ii.) Ø6.3 top hole is not related to the main coordinate system A|B(M)|C(M)|. Should as use a position to A|B(M)|C(M)| and a perpendicularity to D and this hole, as shown become E. Obviously, remove current shown position to D|C(M)| which does not make any logical sense.
iii.) slot width should be dimensioned as explained by pmarc, 6.3 width positioned to D|E(M)| and become F.
currently shown position to D|E(M)|C(M)| is illogical and, as stated by pmarc the MMB boundary cannot be calculated (at least not easy)
iv.) bottom slot height/length location should be shown from its height's of length's extremities and not attached to 2mm dimension. Should be from A|B(M)|C(M)| or from D|E(M)|F(M)|. I prefer the latest, but if pmarc has his strong arguments I can accept the former too.
v.) If you got rid of the INDIVIDUALLY callouts for the C'bore and for its applicable datum feature its okay, but I hope you realize now the design is more stringent. If functionally this stringency is needed or not you have to decide.
vi.) Composite profile for D can be replaced with a profile single segment within 0.2 and flatness within 0.1. In my opinion this is more straight forward than the composite.
vii.) Why on Ø5.5 H14 holes you have H14 and also +0.3/0. Is it needed? If yes, shouldn't be within parenthesis ()?
") )
)