supergee
Mechanical
- Aug 15, 2012
- 77
Hello all,
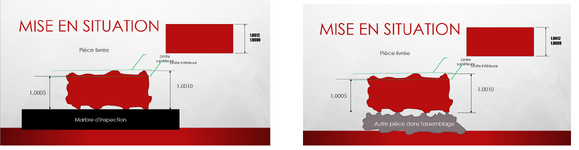
As some of you might know, I am teaching GD&T at the college level. I was wondering if there was a rule of thumb about the value to give for datum tolerances. I got a tip about that a few years ago from someone in the aerospace industry. The rule of thumb was to make the datum 10 times more precise than the least tolerance referencing that datum.
This would mean a flatness of .0005" for a datum when a hole position tolerance is .005". That seems to make perfect sense in the aerospace business, but .0005" is very precise for many companies.
While I am in favor of teaching the best practices of the industry, I want to teach the students not only the best but also what is reasonable after doing a cost-benefit analysis. For instance, 10x more precise if people's lives might be at risk, such as critical components with significant impact in case of failure (e.g., aircraft engines), and 5x more precise for noncritical components with low impact (e.g., low-cost washing machines).
Is there some standard or reference on this subject you might know?
Gee
As some of you might know, I am teaching GD&T at the college level. I was wondering if there was a rule of thumb about the value to give for datum tolerances. I got a tip about that a few years ago from someone in the aerospace industry. The rule of thumb was to make the datum 10 times more precise than the least tolerance referencing that datum.
This would mean a flatness of .0005" for a datum when a hole position tolerance is .005". That seems to make perfect sense in the aerospace business, but .0005" is very precise for many companies.
While I am in favor of teaching the best practices of the industry, I want to teach the students not only the best but also what is reasonable after doing a cost-benefit analysis. For instance, 10x more precise if people's lives might be at risk, such as critical components with significant impact in case of failure (e.g., aircraft engines), and 5x more precise for noncritical components with low impact (e.g., low-cost washing machines).
Is there some standard or reference on this subject you might know?
Gee
 )
)