Hi all,
I have a fairly simple problem I think, but I am new to this and I think I am missing something basic.
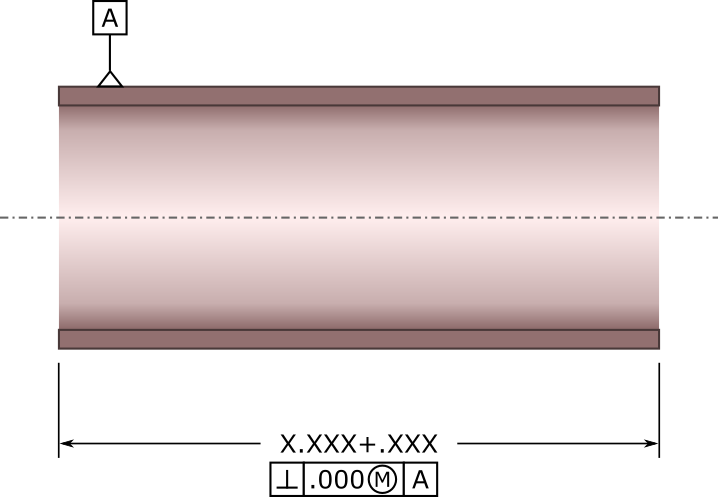
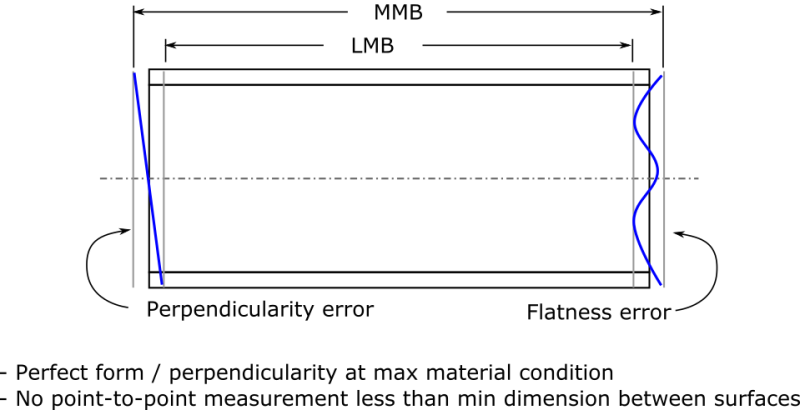
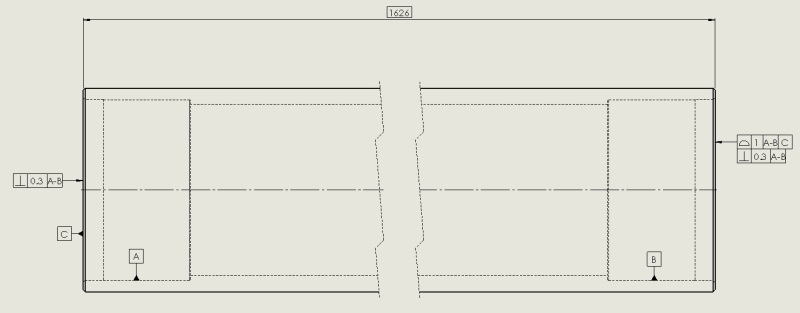
I have a simple tube that I am trying to control the length of. Its ends are cut to a certain perpendicularity to its own axis (I have a good set of datums that allow me to define a datum axis along the length of the part). They are not necessarily cut parallel to each other.
How do I set up a feature control frame to measure length along the length of the axis? If I put a datum on one end and set up a position tolerance on the other, relative to that datum, then the datum simulator will end up taking up the angle of the lack of perpendicularity of the end it is on, and therefore the tolerance zone will do the same thing on the other side. That throws out the measurement.
Is there a way to reference the datum axis in order to 'measure along it'?
I definitely feel like I am missing something basic in the theory of setting up Datums for a part. I think I will be taking Y14.5 home with me over the weekend.
I have a fairly simple problem I think, but I am new to this and I think I am missing something basic.
I have a simple tube that I am trying to control the length of. Its ends are cut to a certain perpendicularity to its own axis (I have a good set of datums that allow me to define a datum axis along the length of the part). They are not necessarily cut parallel to each other.
How do I set up a feature control frame to measure length along the length of the axis? If I put a datum on one end and set up a position tolerance on the other, relative to that datum, then the datum simulator will end up taking up the angle of the lack of perpendicularity of the end it is on, and therefore the tolerance zone will do the same thing on the other side. That throws out the measurement.
Is there a way to reference the datum axis in order to 'measure along it'?
I definitely feel like I am missing something basic in the theory of setting up Datums for a part. I think I will be taking Y14.5 home with me over the weekend.