1366060
Mechanical
- Jul 10, 2012
- 25
Greeting !
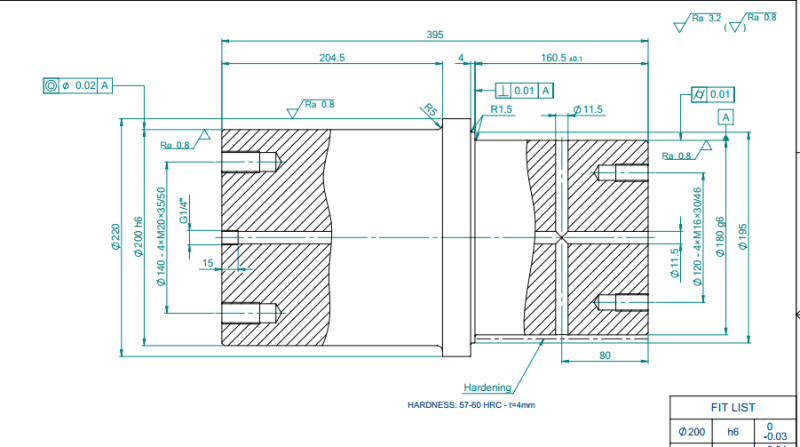
I take following part to heat treatment lab, for hardening as per description on the following drawing. they say this part should hardened using induction method, and in induction method we cannot give this part hardness more than 50 HRC. and also the hardening depth would be limited to 2.5 mm.
does any body have any idea of best heat treatment practice for this part?
I would appreciate any comment.
I take following part to heat treatment lab, for hardening as per description on the following drawing. they say this part should hardened using induction method, and in induction method we cannot give this part hardness more than 50 HRC. and also the hardening depth would be limited to 2.5 mm.
does any body have any idea of best heat treatment practice for this part?
I would appreciate any comment.