Dear Engineers
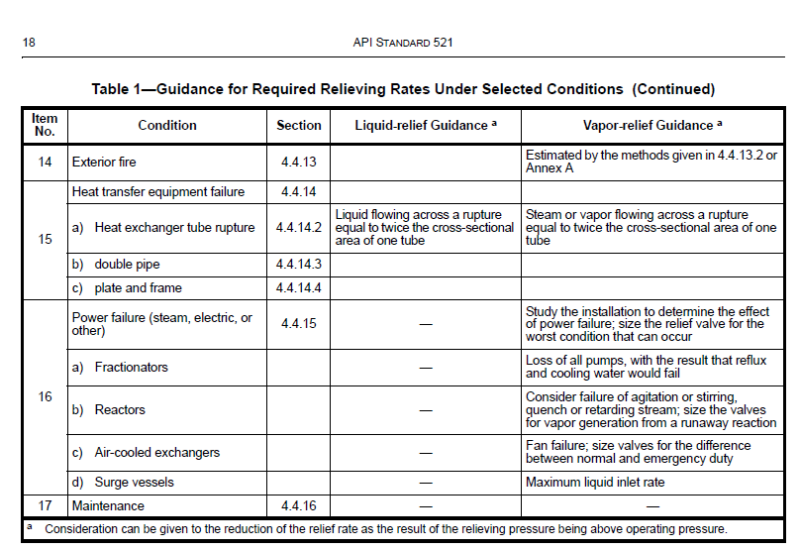
I have encountered a scenario study for tube rupture inside the shell and tube heat exchanger.
tube side : LNG 8 barg, -157 C in, and 25 C gaseous out
shell side: water/glycol, 2.5 barg, 55 C in and 35 out.
I assume the possible rupture will be on the back side of the tube sheet, so my question is : how big the rupture crack, hole can be ? (better to have a reference, in case of somebody may question me)
Since I need to determine the rupture disk's required flow rate, which is protecting the low pressure side.
Thanks
I have encountered a scenario study for tube rupture inside the shell and tube heat exchanger.
tube side : LNG 8 barg, -157 C in, and 25 C gaseous out
shell side: water/glycol, 2.5 barg, 55 C in and 35 out.
I assume the possible rupture will be on the back side of the tube sheet, so my question is : how big the rupture crack, hole can be ? (better to have a reference, in case of somebody may question me)
Since I need to determine the rupture disk's required flow rate, which is protecting the low pressure side.
Thanks