sendithard
Industrial
- Aug 26, 2021
- 186
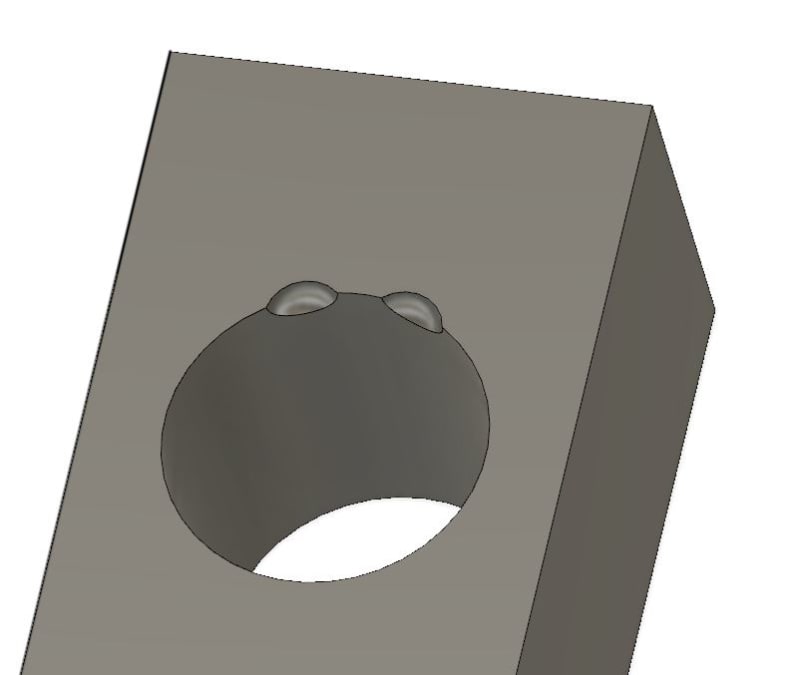
I've got so many questions on this callout that it is better to ask questions over several posts Apologies for the rambling. The part I have is somewhat like the below picture. It is two less than half spherical cutouts inside a part. Disregard the idea of a feature of size as everything under the sun here is a fos.
The callout is simultaneous as the spheres are located basic to each other(and with same DRF) and then to the bore axis(datum A) and the bottom plane(Datum B):
0.05mm A|B so this is a spherical position callout located to the bore axis and a basic dimension to the bottom plane.
Our engineering team requires two positional outputs separately. So if the spheres are 6mm basic apart...We in essence are measuring them 3mm from the axis.
1) If you measure them separately...and they pass, does that mean they will pass simultaneously?
2) The clocking datum is not arrested so I am thinking about using the midpoint of the spheres as the clocking XY datum plane creation.
3) Alternatively, if I use a midplane of the part as the clocking datum this would keep the sphere more true to the overall part, but then does that violate the simultaneous theory of the standard?
I'm a little confused here so I appreciate the guidance. I will be discussing with our overall leader soon, but I wanted to get your thoughts before I ask for a meeting. Functionality, and eliminating assembly errors trumps everything, but I'm asking for a technical take on the GDT and perhaps personal opinions.
The callout is simultaneous as the spheres are located basic to each other(and with same DRF) and then to the bore axis(datum A) and the bottom plane(Datum B):
0.05mm A|B so this is a spherical position callout located to the bore axis and a basic dimension to the bottom plane.
Our engineering team requires two positional outputs separately. So if the spheres are 6mm basic apart...We in essence are measuring them 3mm from the axis.
1) If you measure them separately...and they pass, does that mean they will pass simultaneously?
a) I played around in CAD with a 4 hole pattern and I couldn't really come up with a scenario where if they all pass individually, they would somehow fail together. This is where my lack of experience makes me question all my thoughts on this
2) The clocking datum is not arrested so I am thinking about using the midpoint of the spheres as the clocking XY datum plane creation.
a) this would mean the spheres could be crooked compared to the rectangle nature of the part, but does this strategy creatively measure them simulteneously while still outputting them individually?
3) Alternatively, if I use a midplane of the part as the clocking datum this would keep the sphere more true to the overall part, but then does that violate the simultaneous theory of the standard?
I'm a little confused here so I appreciate the guidance. I will be discussing with our overall leader soon, but I wanted to get your thoughts before I ask for a meeting. Functionality, and eliminating assembly errors trumps everything, but I'm asking for a technical take on the GDT and perhaps personal opinions.