Bewler
Mechanical
- May 8, 2019
- 11
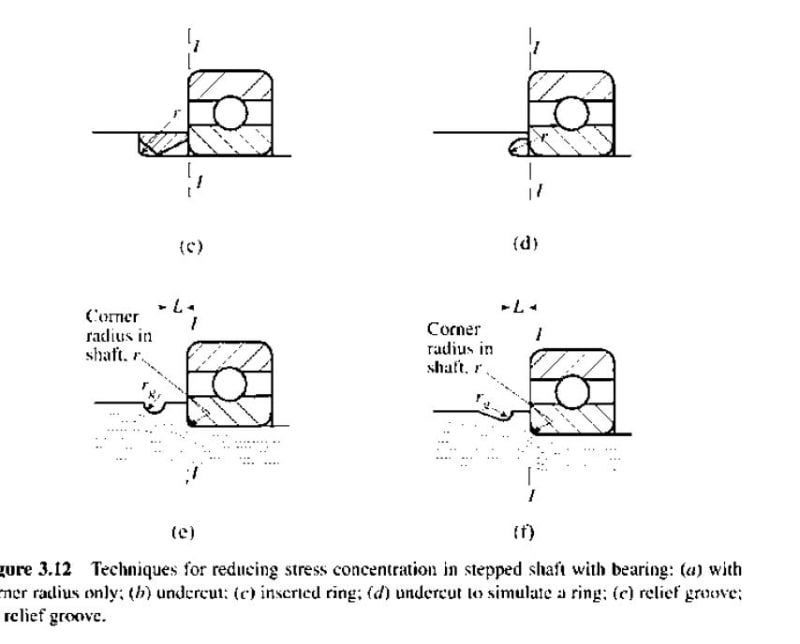
I wanted to know if anyone had a background in tool design. Ignoring the stress concentration factor calculations, what is the smallest manufacturable radius for a stepped shaft(milling bit)? Is it impossible to bring a stepped radius down to less than .001" on a milling tool?