Words_In_Sequence
Mechanical
Hi All,
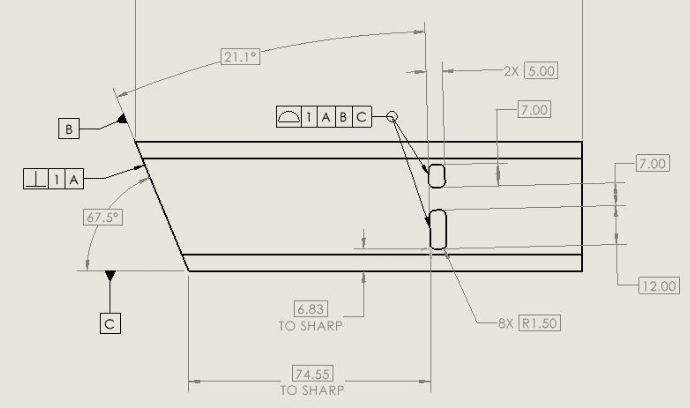
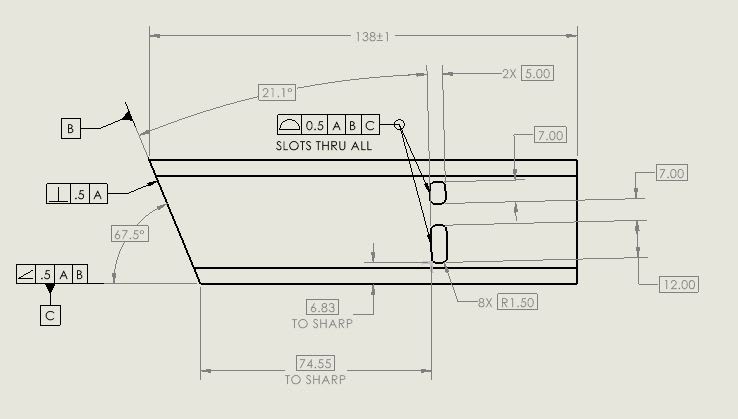
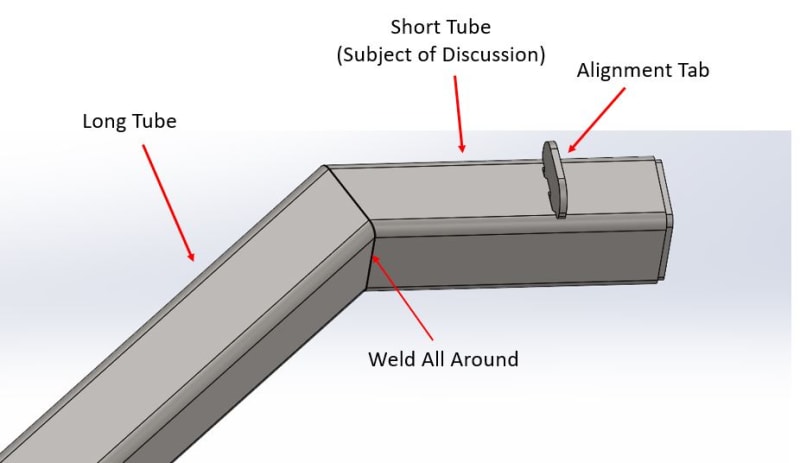
I am working on the part attached. The item is a tube with an angled cut that will be mitered with a mating tube inside of a weldment. The location of the rectangular slots from the angled face (datum B) is important. The slots themselves are angled and act as a locating feature for a tabbed plate (not shown). The slots are to penetrate both walls of the tube (the part is reversible). Because of how these slots are oriented (not parallel or perpendicular with any particular face) I am not sure of the best way to located & tolerance them.
My thought is that because the angle face is what's important they should be located from there. Due to the fact both the datum and slots are not parallel, I have opted to dimension from the corner of the miter to the sharp of the lower slot to set the x-position. Additionally I have defined datum C as the face of the tube angled basically 67.5 degrees from B. I use datum C to set the Y-position of the slot by basically dimensioning to the sharp. To control the overall location of the slots I am using an all around profile of surface on the two slots relative to A|B|C. I have defined the bottom face of the tube as datum A since the slots orientations to that face are important.
My questions are as follows:
1. Is this an appropriate dimensioning scheme for this application (i.e. is this a good way to locate these features or is there a more clear/easier to measure way to achieve the same result)?
2. Does Datum C need to be qualified to datums A or B, or is my current set up acceptable?
This is my first time posting so if any information appears to be missing or clarification is needed please let me know. Thank you!
I am working on the part attached. The item is a tube with an angled cut that will be mitered with a mating tube inside of a weldment. The location of the rectangular slots from the angled face (datum B) is important. The slots themselves are angled and act as a locating feature for a tabbed plate (not shown). The slots are to penetrate both walls of the tube (the part is reversible). Because of how these slots are oriented (not parallel or perpendicular with any particular face) I am not sure of the best way to located & tolerance them.
My thought is that because the angle face is what's important they should be located from there. Due to the fact both the datum and slots are not parallel, I have opted to dimension from the corner of the miter to the sharp of the lower slot to set the x-position. Additionally I have defined datum C as the face of the tube angled basically 67.5 degrees from B. I use datum C to set the Y-position of the slot by basically dimensioning to the sharp. To control the overall location of the slots I am using an all around profile of surface on the two slots relative to A|B|C. I have defined the bottom face of the tube as datum A since the slots orientations to that face are important.
My questions are as follows:
1. Is this an appropriate dimensioning scheme for this application (i.e. is this a good way to locate these features or is there a more clear/easier to measure way to achieve the same result)?
2. Does Datum C need to be qualified to datums A or B, or is my current set up acceptable?
This is my first time posting so if any information appears to be missing or clarification is needed please let me know. Thank you!