Hi,
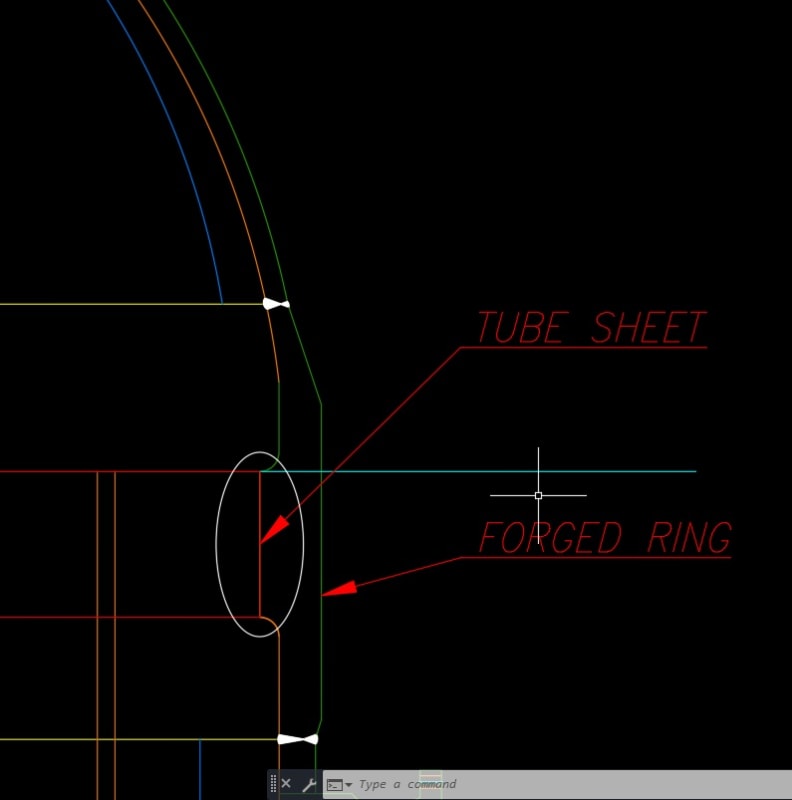
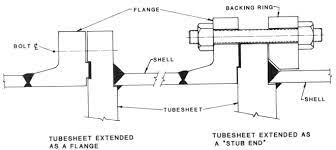
we have heat exchanger with tube sheet material 13CrMo4-5 th.20mm and the tubes are also 13CrMo4-5 od.60,3 th.2,1mm.
the pressure is less than 0,5bar.
for this welding joint is it necessary that we perform a PWHT?
please refer to a standard. cause the pressure is less than 0,5bar and it is not necessary to be according to a special standard.
we have heat exchanger with tube sheet material 13CrMo4-5 th.20mm and the tubes are also 13CrMo4-5 od.60,3 th.2,1mm.
the pressure is less than 0,5bar.
for this welding joint is it necessary that we perform a PWHT?
please refer to a standard. cause the pressure is less than 0,5bar and it is not necessary to be according to a special standard.