me: "If they don't understand do they just guess? If so then that is a management problem, not an engineering documentation problem."
B: "If it's a management problem, how would you handle it?"
Same as any other case where the machinists are making bad parts. It could be they don't understand the material callout, or the surface finish requirement, or the quantity. Whoever they report to asks why they f'd up and if they say they didn't know, then their supervisor tells them to ask and ensures that they understand. If the machinist continues to f' up because they don't ask, then they get fired.
If the supervisor isn't doing their job, plant manager fires them.
"Asking questions and getting answers takes time and can result in delays and additional costs." Yup. Like not asking what to do with the 4 bolts, time was saved, right? Boeing lost a few tens of billions of dollars in value because someone didn't ask that question. Maybe all the factory workers should all be trained to be aircraft design engineers?
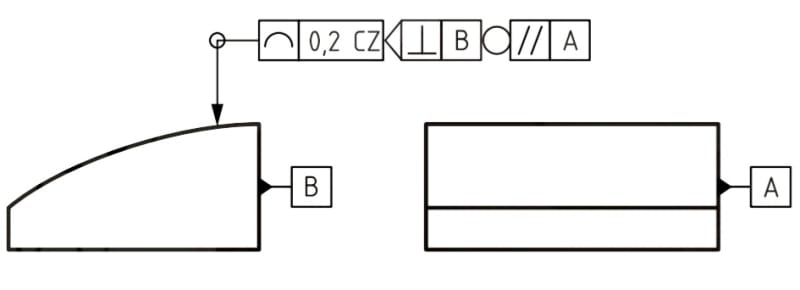
"Suppose a machinist needs to do in-process inspections every X parts to check if the all-around profile requirement is still met, or if the new tools the company started ordering wear out too quickly."
That's what the built-in CMM software in the CNC machine that the CNC programmer set up for the machinist does. However, a couple of caliper or micrometer dimensional checks should tell if the process is drifting without needing to check the entire profile to ensure the tool isn't wearing too quickly, though getting dull and producing bad chips and a bad surface finish happens first. Even a temperature gun will tell if the cutting tool is wearing as the temp will go way up.
If the engineer doesn't know what he copy/pasted? Maybe the machinist should do an FEA on all the parts because maybe the engineer doesn't know how to do a strength analysis either. Maybe the machinist should also have a doctorate in materials engineering because the engineer just copy/pasted the material callout.
In any case, if the engineer doesn't understand what they are doing, then that's another management problem, hiring the uneducated.
"Piece part" isn't "making individual pieces," it is open setups by individual machinists. The way mass production works on a piece part basis is to have 10-1000 individual machinists, each with their own tools, doing what they want. Do you think mass production is having a single 5000 spindle CNC machine cutting 5000 parts simultaneously?
"Should machinists be ignorant of what the drawing requires?"
I don't think so, but there you are putting words in my mouth. Already said, if they don't know they should ask. Then they won't remain ignorant. Do machinists look up feeds and speeds or do they have those all memorized for all materials? What if the material isn't in their list? Do they remain ignorant or do they ask someone?
me: "Process sheets tell the machinist what they are making and the steps in production they are to perform."
B: "That is not always the case."
Then that is also a management problem. Workers should be given the necessary instructions to do their work. If those instructions are incomplete or following them produces bad parts the answer is to improve the instructions.
Is your factory a bunch of children on a dirt floor shed with hand files? It sounds more and more like it.