SeasonLee
Mechanical
- Sep 15, 2008
- 918
Hello All
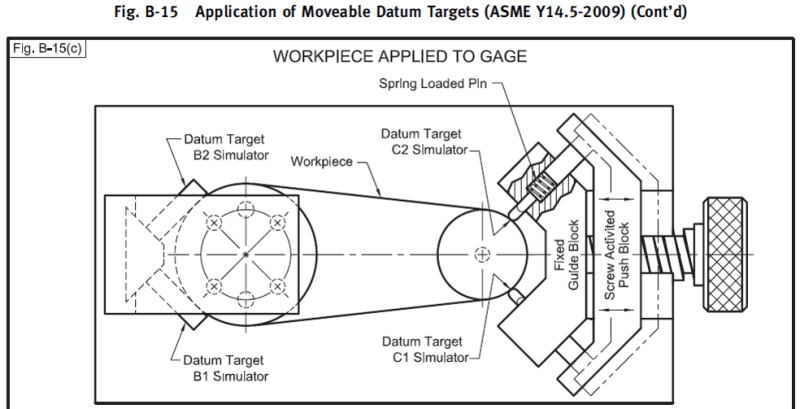
A simple question---Can we add MMC modifier on a datum feature established by datum target points? If yes, what is the VC size and how to build the gage? Please see the attached for details. Thanks
Season
A simple question---Can we add MMC modifier on a datum feature established by datum target points? If yes, what is the VC size and how to build the gage? Please see the attached for details. Thanks
Season