-
1
- #1
Tomfh
Structural
- Feb 27, 2005
- 3,584
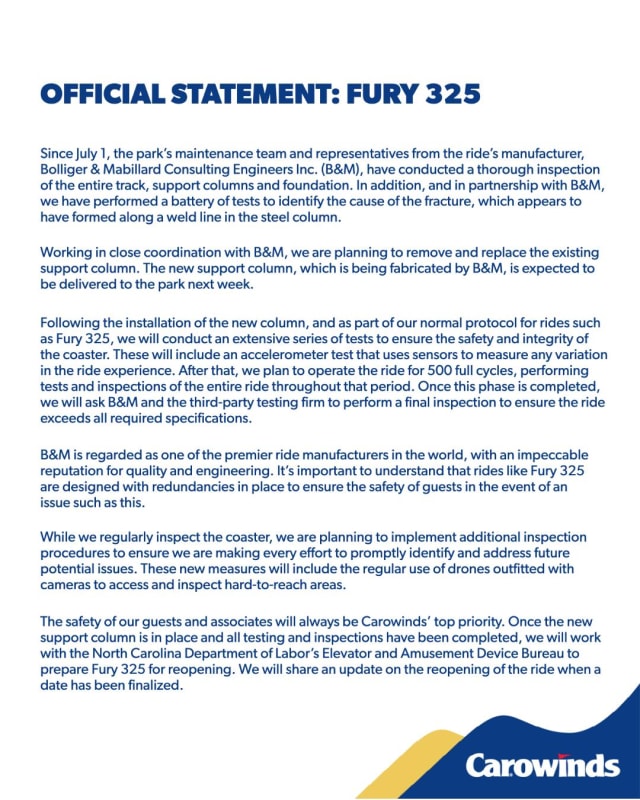
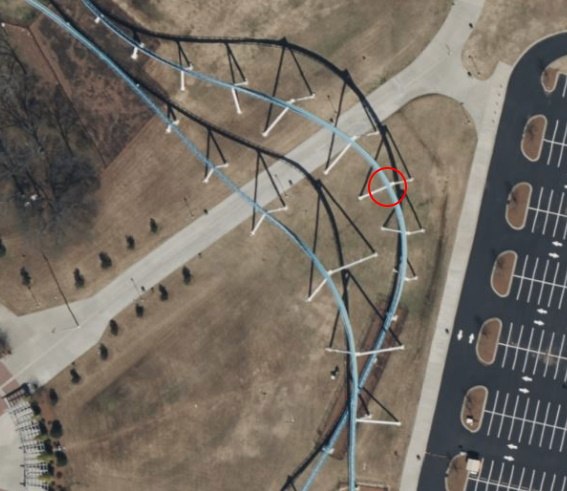
A decent crack.
Watch the video in the second link showing how much it moves. Presumably some sort of dynamic/fatigue crack?
Watch the video in the second link showing how much it moves. Presumably some sort of dynamic/fatigue crack?




![[ponder]](/data/assets/smilies/ponder.gif "[ponder] [ponder]")
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]")