edison123
Electrical
- Oct 23, 2002
- 4,506
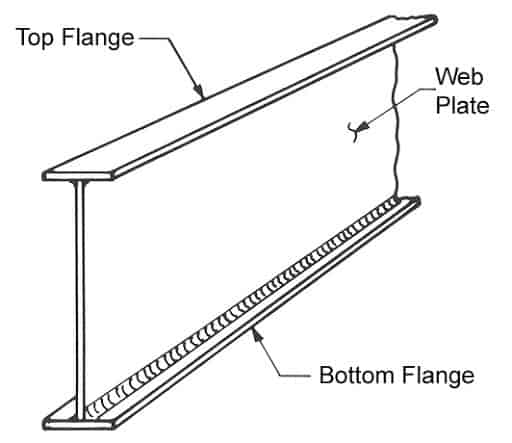
For a crane long travel along a factory length, in terms of load carrying and resisting torsion while the crane moves, is a I beam of hxw with one vertical web of thickness t is better than a box beam of same hxw with two vertical webs of thickness t each as shown below? Crane supplier claims I beam is better. Both are fabricated from structural steel.

Muthu
Muthu

![[sadeyes]](/data/assets/smilies/sadeyes.gif "[sadeyes] [sadeyes]")
![[pipe]](/data/assets/smilies/pipe.gif "[pipe] [pipe]")