Dean,
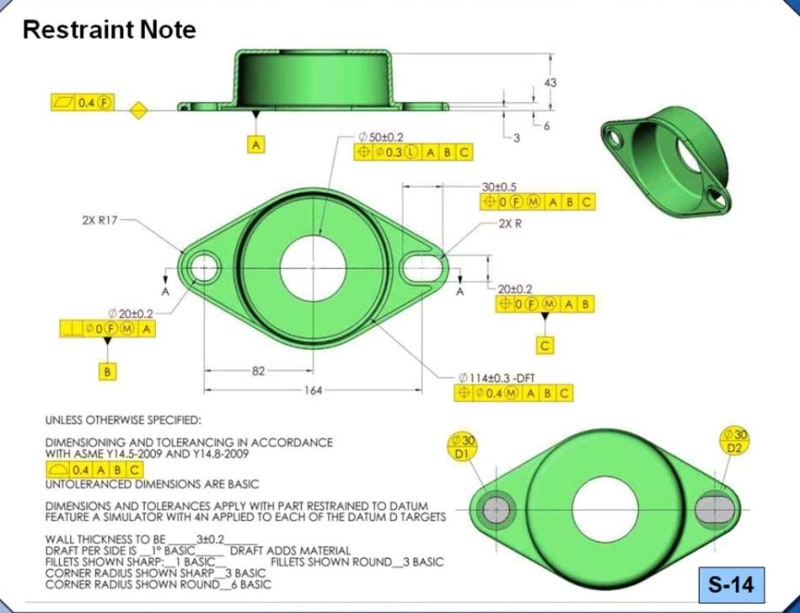
I don't want to drag this discussion further than need to be, but see below a print screen from a webinar late prof Don Day - former chair of Y14.8- had on casting, forgings and molded parts
In the example below, he used -DFT and position modified at MMC for Ø114 ± 0.3 feature . Do you think that is a mistake?
Very well could be, I am not disputting it, but trying to understand all perspectives.
Now if <FF> is added, then I do understand that the position is to be applied to the full feature,correct, but don't you think that as currently shown, the position is already applied to the full feature too? Otherwise stated, would not change the meaning of the drawing regardless if <FF> is added or not.
In Don's example, I think
the common understanding is that the entire feature is to be controlled and not only the 2D circular element at the mold line.
Or in other words, <FF> modifier is not needed at all.
If <FF> is added, would just make it "illegal" to use MMC in the position? Just does not sound right, IMHO.
What do you think? Any input from the committee's perspective is grealy appreciated.