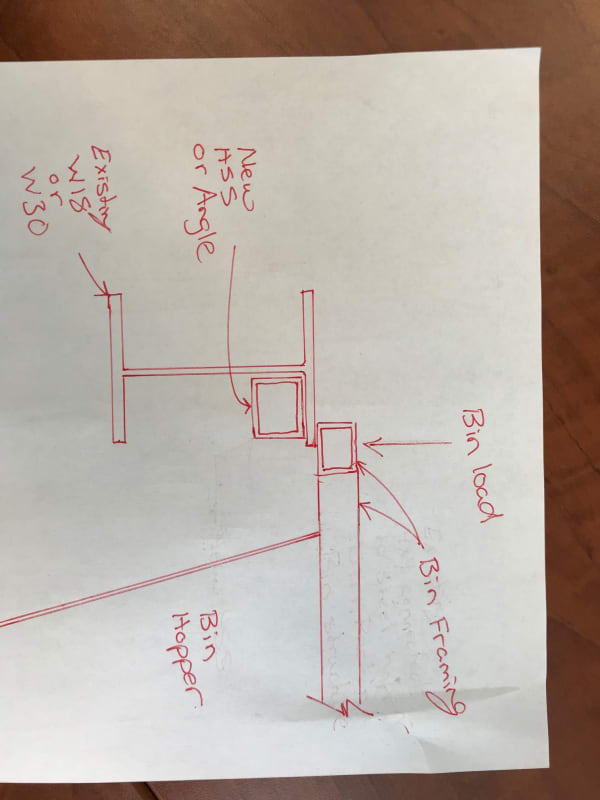
I have an existing W section that is loaded eccentrically, about 5" off the web centreline. There is no way to brace the flanges and take out the torsion and no easy way to remove the beam and replace with a HSS. We were thinking of installing a HSS section in the top right corner of the beam and welding it to the top flange and web of the beam to take the torsion. Anyone ever done this? If the W section can take the bending and shear, can one just design the HSS to take the torsion and provide a suitable connection at the column? Would there be issues with the section no longer being symmetric? Never really have done any torsional reinforcements before and typically stay away for torsional situations. Any comments would be appreciated.
Thanks
Thanks