Kedu,
Earlier I would have agreed with you - I had always considered runout to the be tighter control, and in fact I said so in my initial responses. Indeed, I even attached the same newsletter in my first response (14 Jan 19 14:38). In many (or most) cases I would probably still consider that to hold true.
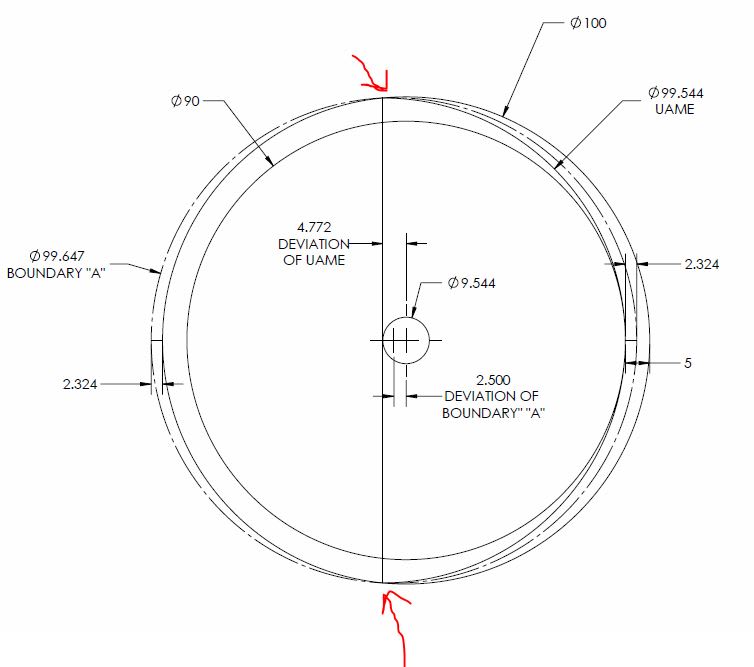
That being said, in light of the figure provided by pylfrm, mentioned initially by pmarc, I would say that it shows there are certain situations/geometries where runout is not actually always the tighter control. This has to do with the way that each tolerance zone is derived. Position controls the axis of the UAME which indirectly limits surface variation whereas runout controls the surface variation directly. Clearly it can be seen that with particular geometries the axis of the UAME can deviate more in magnitude than the surface variation allowed by runout, resulting in a greater position than runout error. That is, unless someone can refute pylfrm's initial conclusion/figure - but by my humble eye it looks to be valid.