R1chJC
Marine/Ocean
- Apr 15, 2015
- 51
Hi all,
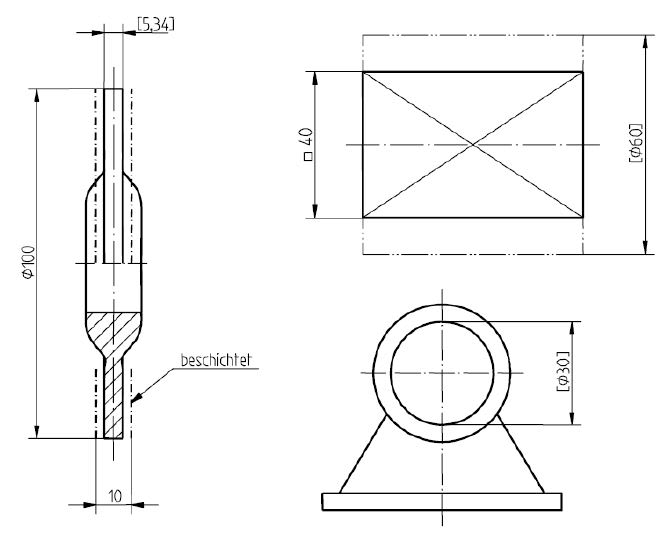
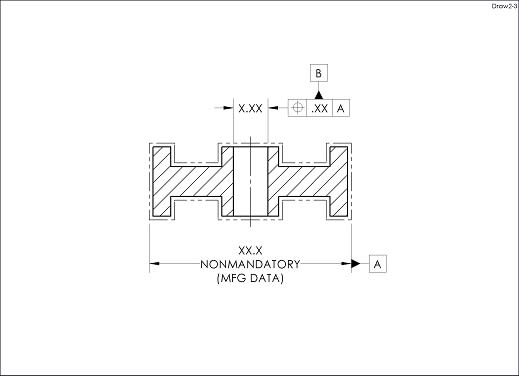
I have a forged wheel rim where all surfaces are subsequently machined, no forged faces are left. The forging looks like a wheel, no surprise there..
Since the part is machined call over, machined faces relative to forging features are not important to me, as long as I end up with a complete wheel.
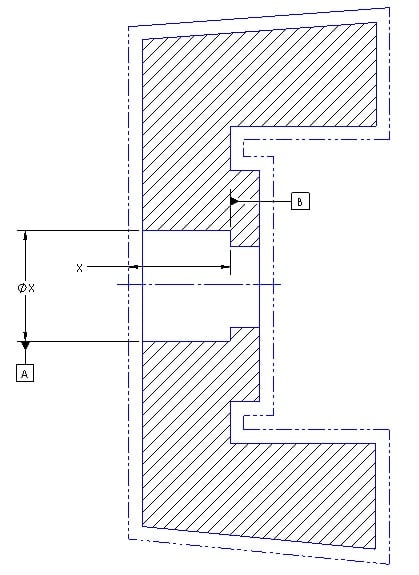
I cant quite wrap my head around whether this part would benefit from datum targets/points. Being a wheel, the required orientation of the machined outline within the forging is fairly obvious - to me at least.
I'm working to ASME.
Any thoughts would be welcome.
I have a forged wheel rim where all surfaces are subsequently machined, no forged faces are left. The forging looks like a wheel, no surprise there..
Since the part is machined call over, machined faces relative to forging features are not important to me, as long as I end up with a complete wheel.
I cant quite wrap my head around whether this part would benefit from datum targets/points. Being a wheel, the required orientation of the machined outline within the forging is fairly obvious - to me at least.
I'm working to ASME.
Any thoughts would be welcome.

")