Agent666, thank you for being another voice of reason in this thread.
Johns20188 said:
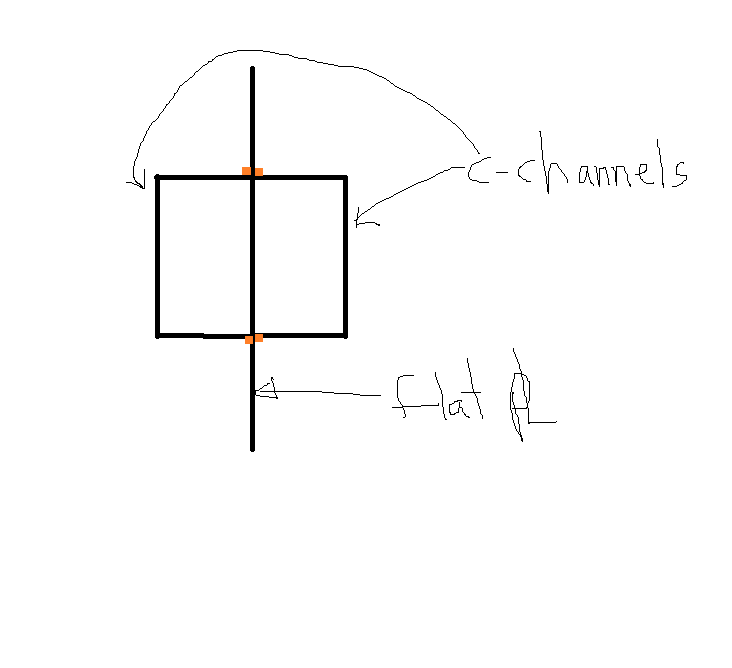
What is the difference between the shear flow calculated in my sketch and the shear flow calculated in your book's figure 7-15 c and b?
We're talking about the shear flow between the channel and the plate - your calculations were for shear flow between two portions of the plate...completely different plane, you're at the wrong location.
Johns20188 said:
It doesn't matter that there's no differential bending stress along the flange, there's still shear flow since there is still bending stresses (there's still shear flow in the flange of an I beam even though the flange bending stress is constant along the flange).
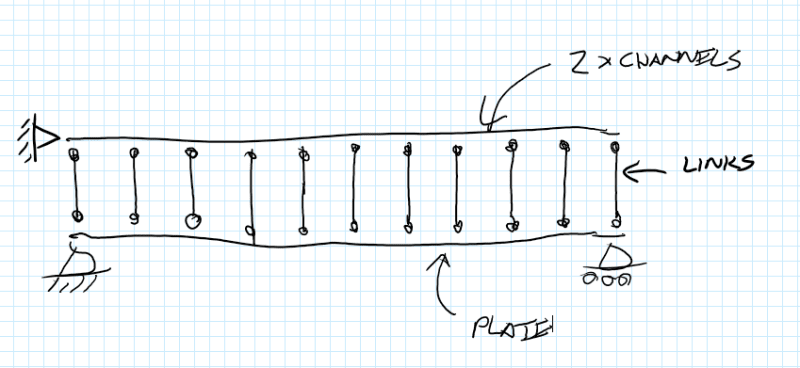
I agree with this, but we're not talking about a beam section made of 3 plates with offset centroids, we're talking a plate and 2 channels all aligned. It makes a difference.
Say for example you had two beams - one is solid 6"x6" steel and the other is a collection of 6 plates 1"x6" stacked vertically side by side but not welded together. If the plates are loaded on the top edge and bearing on the bottom edge, both beams will have the exact same strong axis bending properties and the exact same stress profile, there is no weld required for the loose collection of plates to behave the same as the solid square beam (because their centroids all align). If the loose plates were stacked horizontally (offset centroids), then you would now require a weld between layers of plate to achieve the same properties.
JP20 said:
My username says (Structural) but really I’m construction (took my PE exam in construction). And work for construction company. Maybe if I would have took the Structural exam I would know but I didn’t.
I want to be super confident.
This might not be the advice you want, but its the advice you need - you're in over your head with this one. And there is nothing wrong with admitting that. You aren't going to learn this enough to be confident in your design by Monday. And frankly, you've been given questionable advice here so if this is your last resort I think its time to ask for help (in person). The use of continuous 5/8" fillet welds is far more than you need to fully engage the channels - if you don't have an automated welding process you'll probably have the rest of the week to figure this out while they make 4 - 40' long 5/8" fillet welds. With that said, I'm happy to help you sort through some of the technical issues.
JP20 said:
Can someone break down how you convert a moment to longitudinal shear?
This right here makes me want to give up - I think it is has been made clear in this thread that you don't need the moment to calculate longitudinal shear. The moment does not develop longitudinal shear - it is the change in moment (shear) that creates longitudinal shear. Johns20188 explained it best when he said "Longitudinal shear/shear flow IS the result of differential bendinging stress over an infinitesimally small length along the longitudinal length of the beam" - it is the change in bending stress from point along the beam length to another. That is the change in bending moment, which is shear - it is not the bending moment.
Based on your plate size and channel size, the channels are only taking about 6% of the load each so they're really only helping with lateral stability properties - I think you know that. How are you checking the unbraced strength of this section? You have a very flimsy compression flange (just the bit of vertical plate) and I doubt it has much capacity over 40' unbraced length. You need to make sure your built-up section actually works before you worry about how to weld it together.