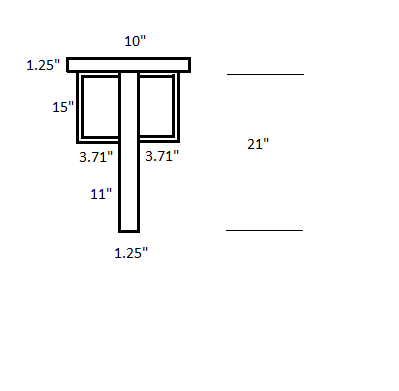
I think we've gotten quite caught up in semantics around shear flow here. Trying to put that aside, and in light of the OP's beam dimensions now being clear, I will provide some input on the design of lifting devices such as this one. I have designed several and analyzed them for more load cases than I can count. Generally, here is how I have approached these multi-hole lifting beams:
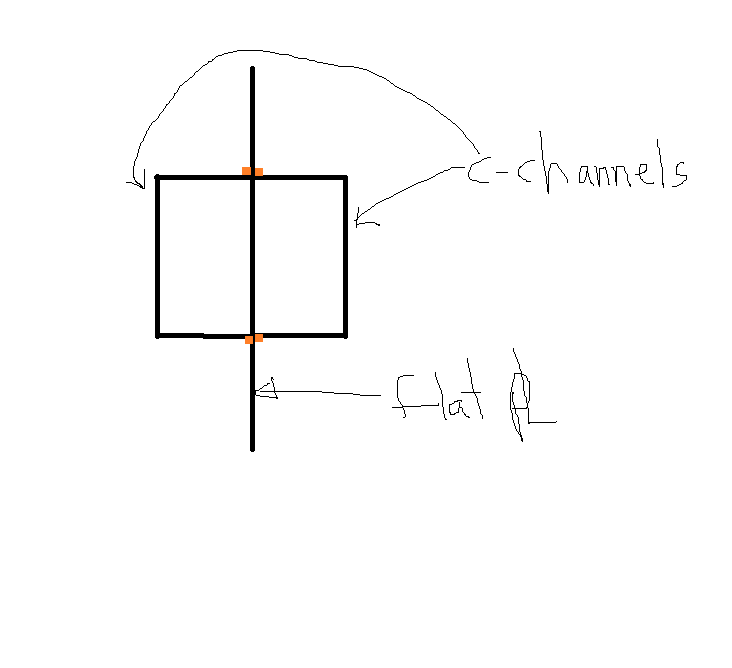
- It is often easiest to have a central plate provide the vertical shear capacity, and have it protrude above and below the lateral bracing portions of the cross-section so that you can drill holes and use those portions as lugs. That is perfectly vanilla.
- These devices are susceptible to both local and global buckling. The protruding, unbraced webs often limit the allowable stress due to their tendency to buckle locally. Because your top slings are not vertical, your lifting beam is exposed to combined compression and flexure, making it susceptible to global buckling (KL/r stuff). There's a double whammy with the flexure as those angled top slings both impose compression and additional flexure due to their eccentricity relative to the beam neutral axis.
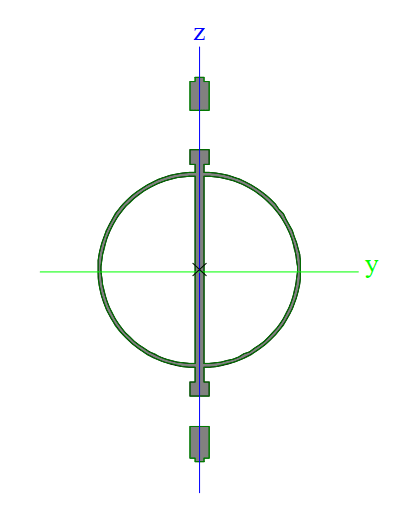
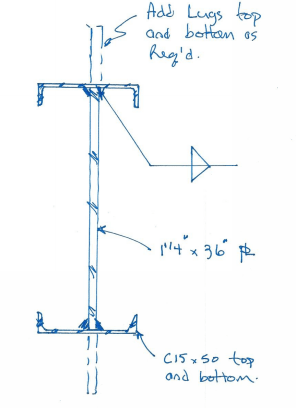
- Due to the susceptibility to global buckling, I have always designed these devices to be quite laterally stable. Use closed circular or rectangular sections to prevent LTB sensitivity. Make these portions significant so that the beam is stable, and you can also utilize them for additional flexural strength. Your central plate should not constitute the majority of your Ix. A typical cross-section (with lug holes shown) is shown below:
- I take the weak axis design quite seriously. There's potential for a suspended load to shift or induce slight lateral loads on the beam, which we know is susceptible to global buckling. I have generally designed the weak axis stiffening elements to be able to yield without splice connections or welds failing.
OP, if you haven't written us off here, you might want to reconsider your choice of lateral stiffening, and choose something that maximizes the geometry of that stiffening (such as shown in the image above).