chez311 said:
Thats an interesting definition of simultaneous requirements.
This wasn't to provide a definition of simultaneous requirements, so let me try from another angle by using the following - maybe not too realistic - example:
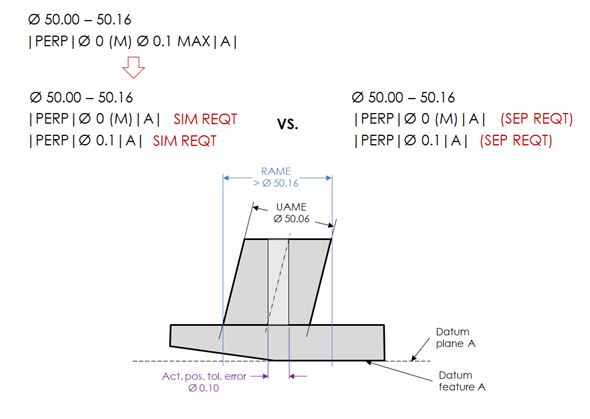
An inspector is told to evaluate the conformance of the feature from my illustration to the MMC MAX callout with the use of axis interpretation. For the shown orientation of the part relative to the datum plane A, the measured axis perpendicularity value is 0.1. Technically, this is all that is required from inspection point of view because feature axis is conforming to the specification. But the inspector is educated enough to know that in case of extreme orientation error values, as shown in Fig. 5-2 in Y14.5.1M-1994, the virtual condition boundary (dia. 50.16) might be violated by the surface of the feature, therefore he decides to perform additional RAME size check. Since the check is giving a value greater than dia. 50.16, he is taking the advantage of the candidate datum concept by trying to tilt the part to see if the size of the RAME could be adjusted to dia. 50.16 or perhaps smaller. Once he has done it (assuming he was able to), he is now going to re-measure and report the axis perpendicularity value.
What I am trying to say here is that he will not report the initial value of 0.1, but the re-measured smaller value, and that the measurements he performed are equivalent to the check against the duo with SIM REQTs.
chez311 said:
Actually as I've pointed out several times the exact wording of the standard utilizes the term "equivalence". Nowhere in the standard is mentioned pass or fail, or that this equivalence means as such.
Actually, I would say the term "equivalence" is only used in the pass/fail context. And you already provided the numbers of the applicable paragraphs in Y14.5-2009 - 6.4.5 and 7.3.3.1. These paragraphs clearly refer to Fig. 7-6, which shows the difference between the two interpretations in pass/fail terms. The explanatory note in this figure says: "If size requirements are met, and the virtual condition is not violated
[PASS per the surface interpretation], the feature is acceptable even if the axis of the unrelated actual mating envelope feature is outside the positional tolerance zone
[FAIL per the axis interpretation]".
Y14.5.1M-1994 doesn't add anything to the discussion, in my opinion, because the paragraph that talks about the equivalency of the interpretations uses Figs. 5-1 and 5-2 and these figures show nothing but scenarios where a feature of size controlled with a position tolerance at MMC could be tagged PASS using one interpretation but FAIL using the other interpretation.
chez311 said:
Ignoring that for a moment, for a pass or fail evaluation to be provided the feature must be measured and an actual value calculated for both interpretations to determine if indeed it does pass or fail. Do you see a way to evaluate fig 6-15 with a surface interpretation?
Yes, I would see a way, but first the definition of the surface interpretation for MMC and LMC tolerances, as given in Y14.5-2009 (para. 7.3.3.1(a)) and Y14.5.1M-1994 (Table 5-2 -> MMC and LMC columns), would have to change to allow for checking a feature surface against size-variable boundary instead of a constant Virtual Condition boundary in certain cases. I guess it is in line with your point of view.
![[thumbsup]](/data/assets/smilies/thumbsup.gif "[thumbsup] [thumbsup]")