dthom0425
Mechanical
- Dec 6, 2018
- 47
Hi all,
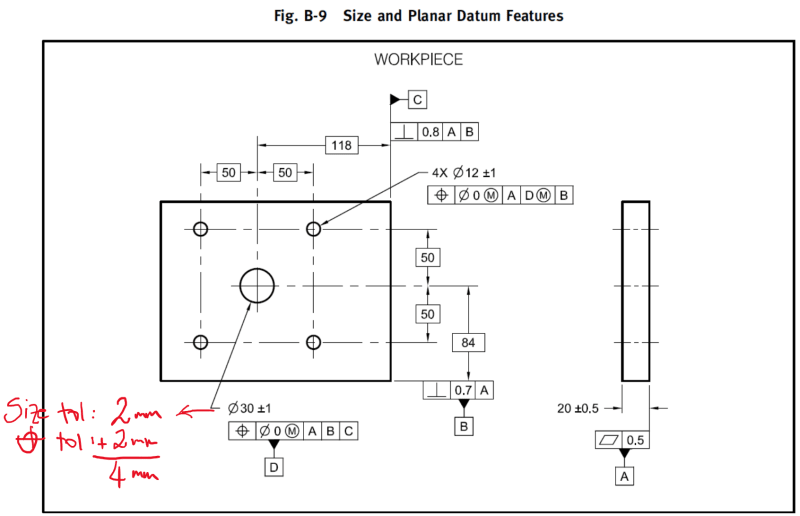
I have attached a photo from ASME Y14.43 (Figure B-9). I was going through some of these examples in this appendix and I'm a little confused with the outcome of this one.
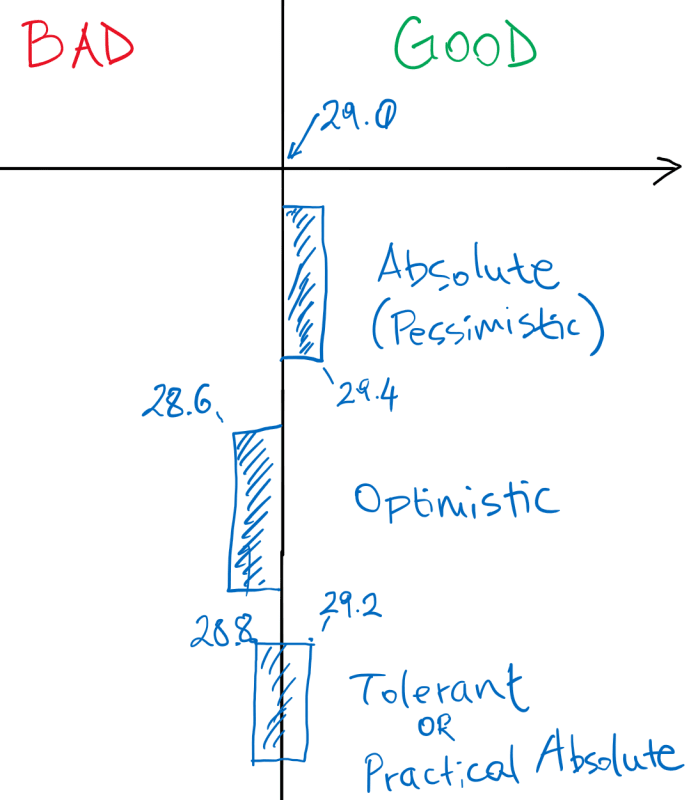
To inspect this part with a gage, I was expecting the gage to utilize a fixed pin set at 29mm to gage datum feature D. The example in the spec actually shows the fixed pin to be 29.2-29.3 mm using absolute gaging policy.
Am I missing something here? I thought absolute gaging policy was pessimistic and worst case (meaning 29mm not 29.2).
Thank you
I have attached a photo from ASME Y14.43 (Figure B-9). I was going through some of these examples in this appendix and I'm a little confused with the outcome of this one.
To inspect this part with a gage, I was expecting the gage to utilize a fixed pin set at 29mm to gage datum feature D. The example in the spec actually shows the fixed pin to be 29.2-29.3 mm using absolute gaging policy.
Am I missing something here? I thought absolute gaging policy was pessimistic and worst case (meaning 29mm not 29.2).
Thank you