hpaircraft
Member
- Mar 23, 2018
- 106
Salesforce Transit Center closes due to cracked support beam
Not exactly a failure yet, but not a good start, either.
Not exactly a failure yet, but not a good start, either.
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
I think the limiting factor is the telescopic part of the shoring. It looks to be made of aluminum.Ingenuity said:Really, only 100 ton capacity...from a hydraulic/ram area perspective they look like closer to 1,000 ton capacity.
...who have now sued the TJPA for $150M for breach of contract.samdman21 said:Instead of paying contractors who try to make up deficiencies, they witheld payment to Webcor/Obayashi and some of the (subcontractors)."
Aves85 said:Has anyone considered the ASIC provisions for transverse stiffeners? Specifically, I'm looking at AISC 360-05, section G2.2 which says, "The weld by which transverse stiffeners are attached to the web shall be terminated not less than 4 times nor more than 6 times the web thickness from the near toe to the web-to-flange weld." I think it's in section 3 in 360-14?
In graduate school, I underlined this sentence with a note that full-depth stiffeners may cause cracking in the flanges. That is, the welding of the stiffener to or close to the flange will reduce the ability of the flange to strain properly, and instead the flange will crack. It's a different condition if the stiffener is located at a support....
MrHershey said:Don't think I agree. Full-depth stiffeners are pretty common. Haven't designed plate girders since school but I had thought that you actually needed full-depth stiffeners to consider tension field action, partial depth stiffeners won't cut it. You also see full-depth stiffeners used pretty commonly in beam-column moment connections as well.

ENR said:A combination of:[red]
1. Low fracture toughness deep inside thick steel plates,
2. Cracks present as a consequence of normal steel fabrication and
3. Stress levels from loads, which are a function of design[/red]
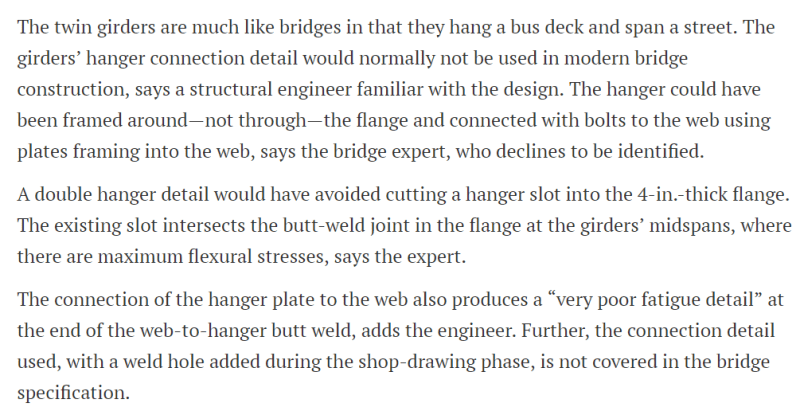
apparently caused brittle fractures in the bottom flanges of the center's twin built-up plate girders that span 80 ft across Fremont Street.
All three ingredients were needed for the brittle fractures.
“Take away any one and there is no brittle fracture because the other two compensate,” says Michael D. Engelhardt, a professor of engineering at the University of Texas, Austin
![[neutral]](/data/assets/smilies/neutral.gif "[neutral] [neutral]")

